为什么有些涂层逗号刮刀搞不定,狭缝挤压又嫌贵?
今天咱们来聊聊微凹涂布技术,从设备原理聊到工艺调试,把微凹涂布那些藏在表面底下的东西扒干净。
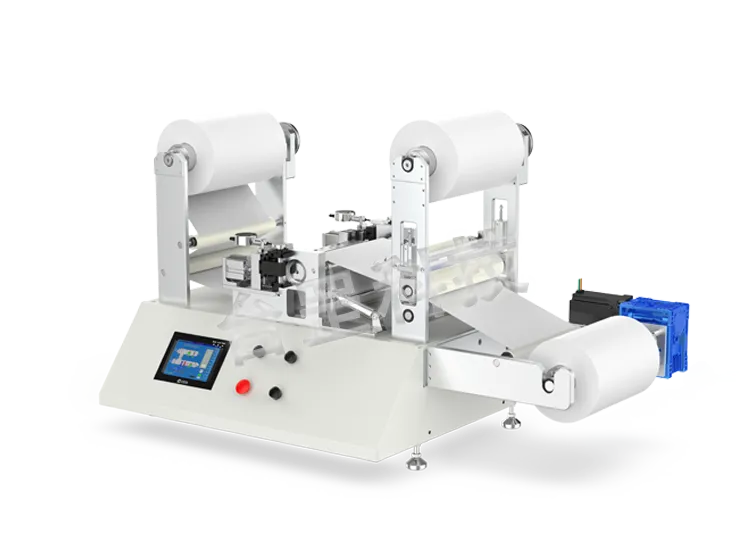
什么是微凹涂布?
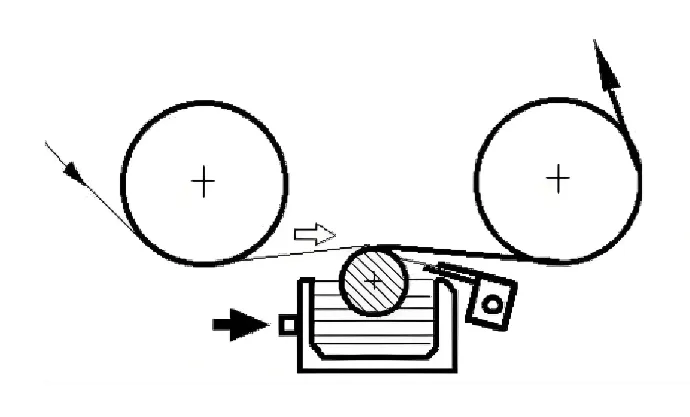
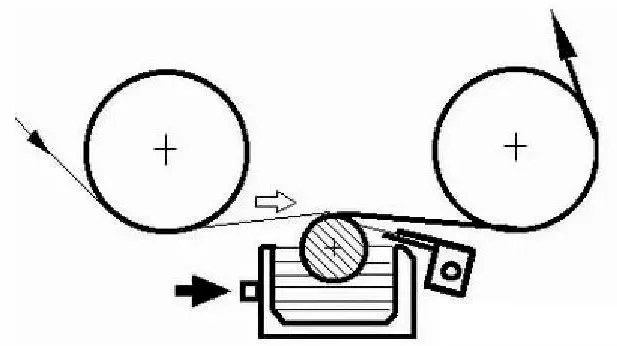
微凹涂布是用一个刻满微小凹坑的钢辊,半躺在浆料槽里,转起来把料带上去,然后用一把刮刀把辊面上多余的浆料刮掉,只留下凹坑里的那点料,最后转移到经过的基材上。
跟传统凹版涂布最大的区别在哪?辊径小。常规凹版辊直径通常在150-300mm,微凹辊一般在20-50mm之间。
为什么小直径这么重要?想象一下:大辊子跟基材的接触是个“面”,小辊子是个“近似的线”。接触面积小了,基材上的张力波动对涂层均匀性的影响就大幅降低。用一句老工程师的话说:微凹是在“轻吻”基材,而不是“压着”它走。
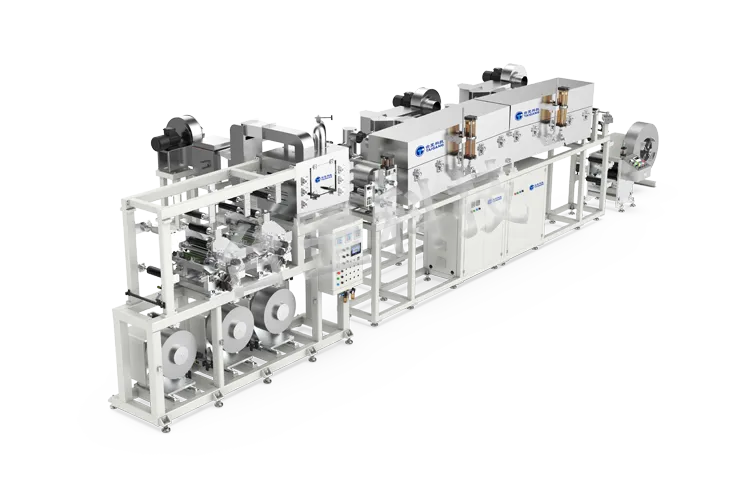
核心部件
一台靠谱的微凹涂布机,离不开这几样东西:
凹版辊:辊面上的凹坑形状、深度、线数直接决定了湿膜的理论厚度。线数越高,单点带料量越少,涂层越薄。常见规格从80线到300线不等。
反向刮刀:装在辊子侧面,刀刃紧贴辊面。它的任务就是把非凹坑区域的浆料刮干净。刮刀角度、压力、材质都是关键控制点。
浆料供给系统:通常是浸入式槽或者封闭式腔体。微凹对浆料的流动性要求比狭缝涂布宽容得多。
背压辊:压在基材背面,提供一个稳定的接触点。
优点
薄涂层能力强:干膜厚度能做到1-5微米,这是逗号刮刀想都不敢想的数字。用高线数的微凹辊,配合低固含浆料,0.5微米也不是神话。
对基材张力要求低。前面说了,小辊径接触面积小,涂布时对基材的拉伸力极小。热敏性薄膜、超薄铜箔、甚至一些柔软的无纺布,用微凹涂基本不会变形。
换产品快。凹版辊、刮刀、浆料,三样东西一换,一条线能从光学膜跳到压敏胶。换辊时间熟练工10分钟搞定。
厚度调节直观。调整凹版辊转速与生产线速的比率,就能线性改变湿膜厚度。速比越大,转移率越高,涂层越厚。
缺点
1.微凹涂布有个致命缺陷:凹点。凹坑里如果混进气泡、干结的料块、或者刮刀磨损下来的金属屑,转移到涂层上就是一个针孔或麻点。排查起来麻烦得很:可能是浆料消泡没做好,可能是刮刀有缺口,也可能是凹版辊没洗干净。
2.刮刀磨损。 反向刮刀是高速运转的,跟辊面持续摩擦。磨损后刮不干净,辊面上会留下一条条的“料带”,涂层上就出现纵向条纹。多久换一次刀?看辊速和浆料里的硬颗粒含量。快的四小时就得换,慢的能撑两天。
3.溶剂挥发。微凹涂布通常是开放式结构,浆料槽暴露在空气中。低沸点溶剂跑得快,浆料粘度慢慢爬升,涂层厚度跟着飘。车间湿度温度一变,又得重新调参数。
工艺对比
逗号刮刀:逗号刮刀能干10微米以上的厚涂层,浆料粘度可以很高。微凹主要吃薄涂层,粘度上限一般在500-1000cP。但逗号刮刀对基材张力敏感,薄一点的膜容易拉断或拉伸变形。
狭缝挤压:狭缝涂布精度最高,涂层均匀性好,封闭系统溶剂挥发少。但它贵啊,模具一套就几万块,而且对浆料脱泡、流量控制要求严苛。微凹就是低成本、高宽容度的解决方案,虽然精度稍逊,但够用了。
网纹辊涂布:传统凹版涂布跟微凹原理一样,但接触方式不同。大辊径涂布需要背压辊压紧,基材受力大。微凹是小辊径轻接触,更适合薄型基材。
应用范围
台罡微凹涂布机广泛应用于电子、新能源、医疗、包装及印刷等多个领域,适用于光学保护膜、OCA光学胶、锂电池隔膜、铝塑膜、医用胶带、透皮贴剂、高阻隔包装膜、热转印膜、FPC覆盖膜及太阳能背板,助力各行业实现微米级功能涂层的规模化精密制造。
光学膜:防眩光膜、硬涂层膜、AG/AR/AF涂层。厚度薄、均匀性要求高,微凹的强项。
压敏胶带:OCA光学胶、超薄双面胶带。尤其是要求胶层厚度控制在3-5微米的产品,不用微凹基本没法做。
锂电隔膜陶瓷涂层:早期很多用微凹,现在逐渐被狭缝取代,但中小线体还在用。关键是控制好陶瓷浆料的沉降问题。
医疗敷料:透气的医用胶带、水胶体涂层。基材软、怕拉伸,微凹刚好。
功能性涂层:抗静电涂层、疏水疏油涂层、UV固化涂层。这些通常要求1-3微米的干膜厚度,微凹配合高线数辊子很合适。
写在最后
想把微凹玩明白,光看理论远远不够。哪一天你自己站在设备前,看着那根细细的辊子把浆料变成均匀的涂层,再遇到横纹、凹点、纵向条纹的时候,能一分钟定位问题,十分钟拿出方案——到那时候,你才算真正入了门。