做锂电涂布的朋友,有没有被一个现象折磨过?
涂布机跑得很顺,面密度、厚度、表面状态都没毛病。
可一到后段切片,毛刺、掉粉、尺寸跑了,良率像坐过山车。
这时候再去调涂布参数,烘箱温度拉高拉低,逗号刮刀微调几微米,发现没用。
毛刺的产生,往往在涂布前就埋下了伏笔,在切片时才一下爆发出来。
问题出在哪?
很多时候,是切片机和涂布机之间那点转移的时候没理顺。
今天借着我们台罡科技新授权的一项外观设计专利:切片机(极片转移涂布),聊聊切片这件事。
一、这个外观设计专利,解决了什么问题?
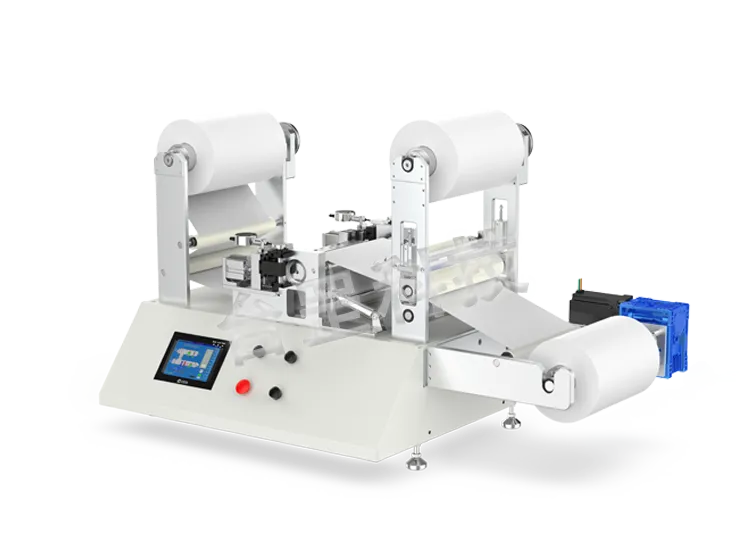
专利名称很直白:切片机(极片转移涂布)。

它的核心就是形状,也就是整机结构布局。可别小看这个布局,它直接决定了极片从涂布到裁切这个转移过程中的受力路径。
传统产线里,涂布收卷后的极卷要被人搬来搬去,上到切片机放卷,经历一次二次张力波动,再进裁切模具。极片边缘那些细微的裂纹、涂层的附着力薄弱点,就是在这时被放大的。
这项外观设计,在形态上体现了切片工位与涂布后极片转移路径的空间整合。从设计图上看,机身结构带有明显的缓冲导料弧面和紧凑的刀模定位台阶,意图很明确,让极片进入切刀前,走过一段曲率连续、支撑充分的路径。
软广植入预警 :台罡科技不只是卖涂布机。我们对极片从浆料变成成品的每一个受力细节都有执念,这项外观专利正是这种执念的体现。如果你正在选型涂布线,不妨来聊聊,看看我们的涂布机和后续工序是怎么对话的。
二、转移涂布的核心痛点
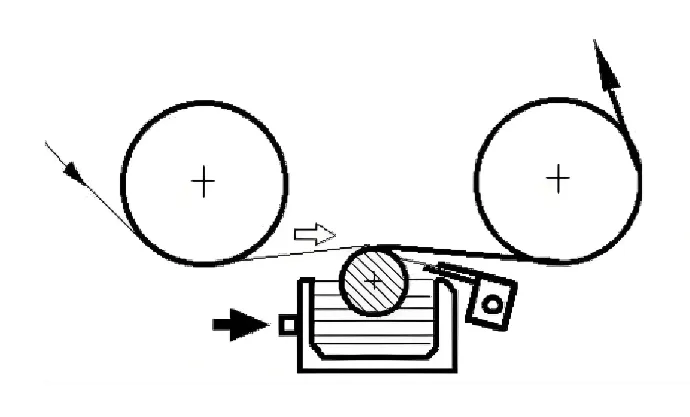
这涉及到涂布方式的选择。转移式涂布的原理其实很好理解:浆料先涂在计量辊上,刮刀刮掉多余的,再把涂料转印到基材上。
这种方式对浆料粘度宽容度很大,换型快,性价比高,很适合间歇涂布。
但麻烦也来了,间歇涂布需要留白区域,这就带来一系列问题。
1.拖尾
浆料收不住尾,留白区边缘像狗啃过的。这是转移涂布最常见的边缘缺陷。问题根源?浆料粘度、固含量、表面张力的控制失衡,或者背辊弹开时涂布辊的速度与开合时机配合不当。
2.头尾不均/头厚/头薄
启涂和停机瞬间面密度波动,有的地方厚、有的地方薄。启涂时需要克服浆料静摩擦,瞬时压力偏高,就会出现头部偏厚;回流阀与腔体压力压差过大,再启涂时涂头就薄了。还有一种情况,启涂瞬间背辊与涂布辊接触压力不稳定,或者浆料在辊面转移的初始附着力未达平衡,导致涂布起始段出现先厚后薄或波浪状的过渡区,直到辊面浆料转移达到动态平衡后才恢复正常。
3.头尾不平行
涂布区的头和尾与基材边缘不对齐。通常和背辊与涂辊水平面的平行度、背辊弹开时的左右同步性有关。
4.正反面不对齐
要搞定双面涂布,光眼感应是核心。光眼被遮断,放卷夹送辊忘记夹,或者第二面张力差太大,这些问题都会让正反面对不准。
三、效率难题
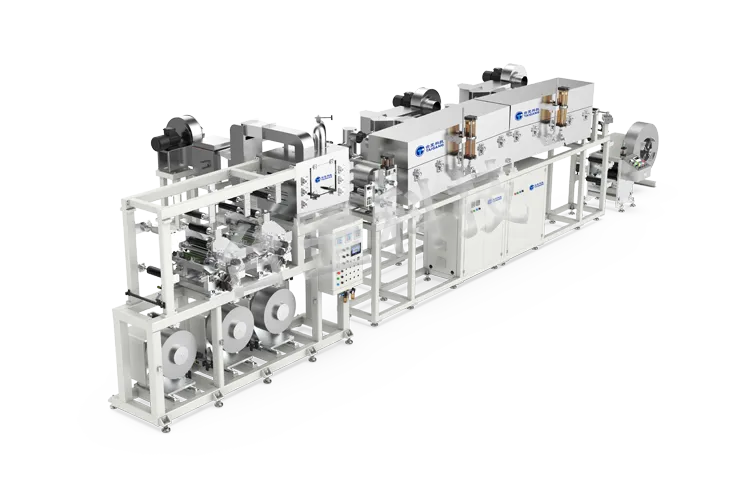
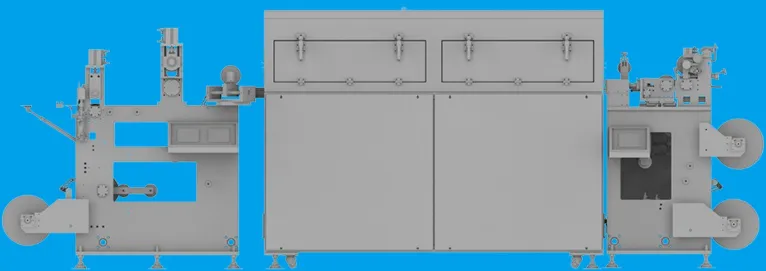
涂布线停机损失有多大?据统计,采用这种一体化集成设计后,相比传统分段式产线:换卷停机时间可缩短40%,引带效率能提升50%,设备综合稼动率可提升15%。
这项专利把切片集成进涂布流程,背后的工艺意图就是缩短极片的非生产等待时间。
但是,别以为装了切片机就万事大吉。
我接触过几家企业,硬件上去了,工艺没跟上,结果反而更糟。
为什么?因为切片机的工作逻辑和涂布机需要形成闭环:留白长度、留白定位精度、切刀行程与涂布速度的同步关系,每一帧都需要精确匹配。否则,切出来的极片要么极耳位置偏了,要么切到涂覆区了,废品率比原来还高。
四、设备维护
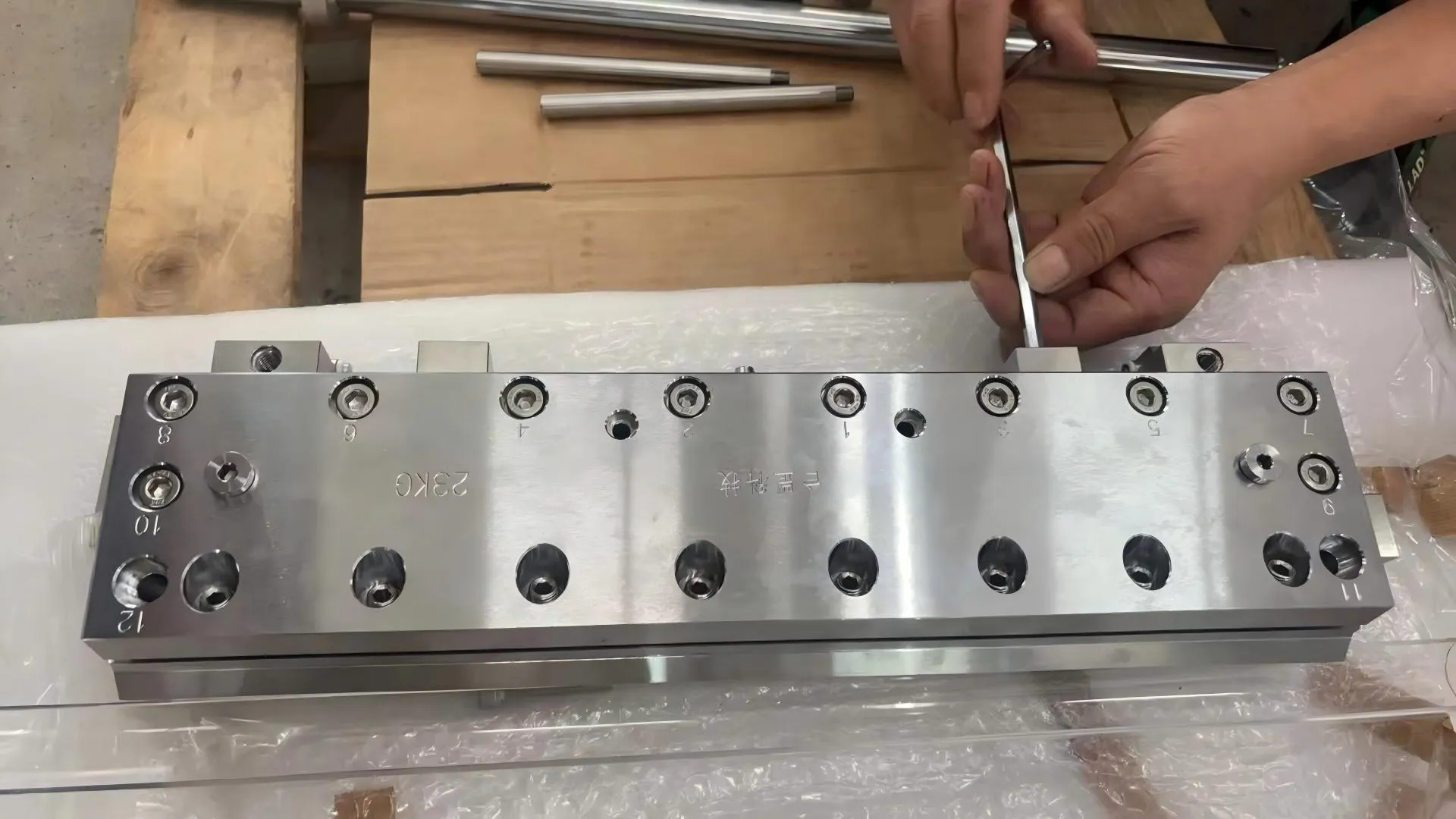
这里插一句模头维护的问题。
转移涂布采用开放式料斗+刮刀的配置,没有封闭腔体,浆料直接暴露在空气里。PVDF这种胶粘剂很容易和空气中的水结合变性,料斗周边三天不清理就能结出橡胶状的物质。
如果你的涂布采用挤压模头,那维护重点又不一样。挤压模头是封闭系统,但拆装清洗必须在专门的无尘区进行,用波形板垫好模唇,手工吊运时注意滑轮的绳子别刮伤模头唇口。很多人忽略了一点,模头唇口的微小划痕,会直接在生产中表现为贯穿整卷极片的竖条纹缺陷。
日常维护清单可以简化成这样:
每日:料斗边缘干结浆料用软刮片清理,检查背辊表面有无硬颗粒残留
每周:刮刀拆卸清洗,检查唇口有无毛刺;过滤网更换
每两周:模头进行深度清洗,腔体内部无死角清洁;背辊跳动量测量
每月:涂布辊与背辊平行度校准,张力传感器标定
缺一项都可能成为一个批次报废的导火索。
五、常见问题
Q:我调了收卷张力,结果切片尺寸一致性又变差了?
正常。张力降低,极片延展率减小,刀模裁出来的极片会比高张力时稍短一点。你需要重新校准切片机送料长度。不要慌,这是工艺连动调整,不是新问题。
Q:高速摄影拍到极片进刀前有抖动,怎么破?
看你设备的结构。如果切片机放卷到刀口之间那段自由长度太长,或者没有弧形托板撑住,抖动是必然的。这就是我前面讲的结构设计问题,一个懂极片转移的切片机,它的导料弧度、支撑点都是计算过极片刚度的。 我们这项专利外观,里面的缓冲弧面就是来解决这个的。
Q:涂布出来面密度不均匀,切片会放大吗?
会。厚度局部偏高的地方,裁切时挤压形变更大,毛刺概率直接上升。这又是涂布端的源头控制问题。所以我们的工艺观是:切片缺陷看涂布,涂布缺陷看浆料和张力。
六、关于这项专利的工艺思考
回到这项切片机外观设计专利。
不要被外观设计四个字迷惑。看一项设备专利,不要只看结构,要看它要解决的核心工艺瓶颈。对于极片转移涂布,当下最痛的几个点:间歇留白的精度、头尾面密度的波动控制、换卷停机的时间黑洞。
切片机的集成,正是在缩短极片从涂布到分切的物理位移。
时间上的每一次压缩,都对应着空间上每一个工序流转环节的效率提升和质量风险降低。从放卷到涂布再到干燥分切,一步到位。
台罡科技在这条路线上持续深耕。不管是配套的微凹版涂布系统,还是针对高粘度浆料的专用供料方案,我们提供的不是孤立的一台设备,而是一套完整的工艺支持体系。
设备到客户现场,不只是交付和开机验收,我们会和工艺工程师一起跑参数、调配方、建SOP,直到问题解决了,产能上来了,良率稳定了。
如果正在被转移涂布留白区的拖尾、头厚或效率低下问题困扰,带着你的浆料来实验室跑一圈,我们一起找最优解。