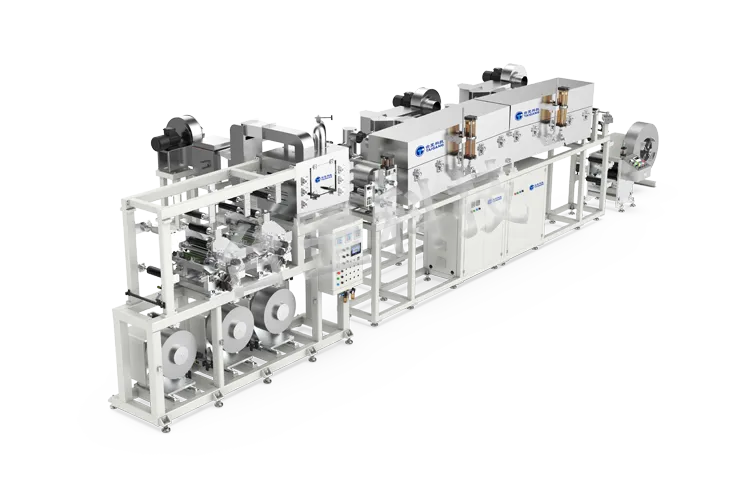
一、非晶材料多层复合涂布
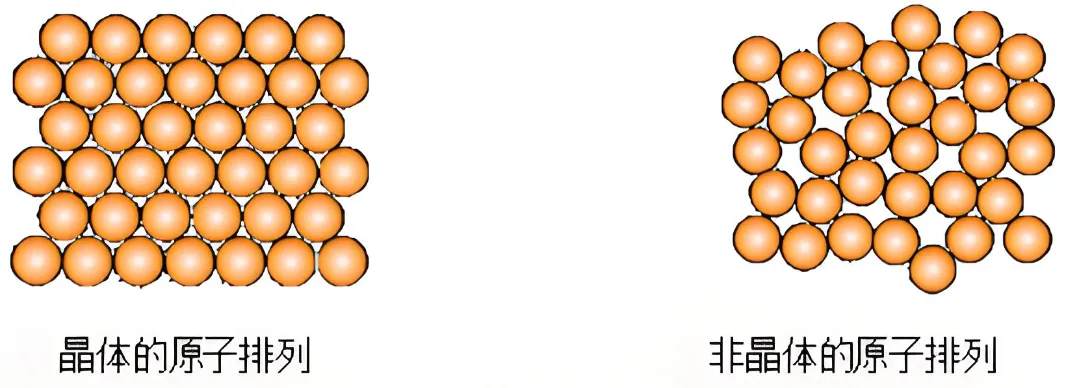
非晶材料,一种原子排列极其混乱、像液体一样冻结住的金属。没有晶界,所以软磁性能好,但它也特别脆、特别薄、对表面缺陷零容忍。
多层复合涂布是什么意思?比如要做一个屏蔽片:底层是粘结层,中间层是功能性涂层,顶层是保护层。三层浆料,一次涂布完成,或者湿对湿叠加。
二、原材料
非晶带材
特性:厚度极薄,表面能低,极其敏感。用手摸一下,留下的指纹油膜就能让涂层附着力报废。
痛点:放卷张力稍大,直接断带;张力稍小,容易跑偏。 它没有PET薄膜的延展性,几乎没有容错空间。
功能性浆料
特性:通常是高固含、高比重的磁性粉末与树脂粘结剂的混合物。
痛点:沉降! 配料时看着好好的,放料桶里静置20分钟,底下硬得像石头。导致涂布时横向固含量不一致,最终产品左边厚右边薄。还有,浆料里的气泡很难排,一涂就出火山口。
溶剂体系
特性:为了配合非晶带材的脆弱性,往往采用低沸点、低表面张力的溶剂,希望涂层快速定型,减少对基材的浸润渗透。
痛点:挥发太快,容易在涂布头处就干结,堵死网纹辊或者刮刀。而且,VOCs处理压力大,环保那根弦得时刻绷紧。
三、工艺介绍
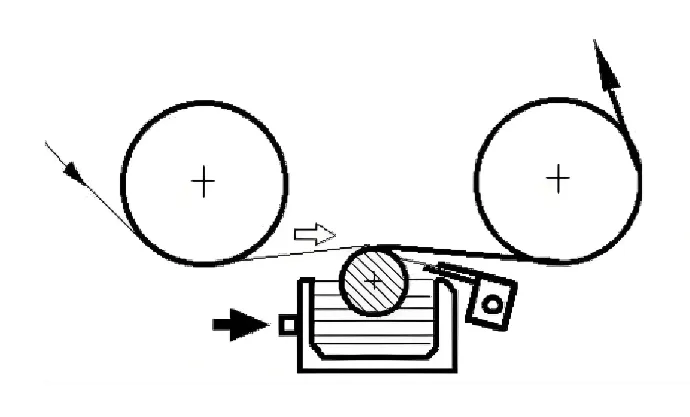
简单说:第一层用狭缝涂布,不烘干,紧接着第二层用微凹版反涂,然后一起进烘箱。
第一步:底层涂布
目标:在光滑如镜的非晶带材上,把胶粘剂涂得又薄又匀。
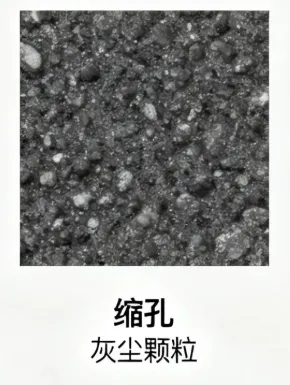
常见问题:缩孔。
环境很重要,有一点灰尘落上去就容易形成缩孔。
第二步:中间层涂布
目标:厚涂层,磁粉分布均匀。
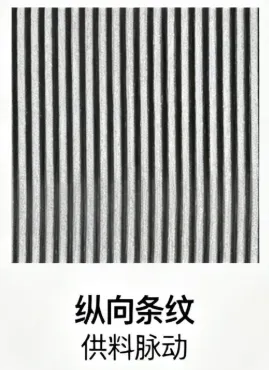
常见问题:纵向条纹。
高固含、高磨损的磁性浆料,橡胶定子容易出现不均匀磨损,导致流量脉动,涂布头上就表现为固定间距的条纹。
第三步:顶层涂布
目标:极薄,覆盖孔隙。
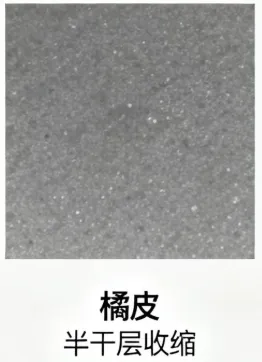
常见问题:橘皮。
中间层烘得太干,顶层涂上去润湿不好,干燥时收缩不一致。多层涂布,层间“半干”状态的匹配度,比单层涂布的绝对干燥更重要。
四、设备选型
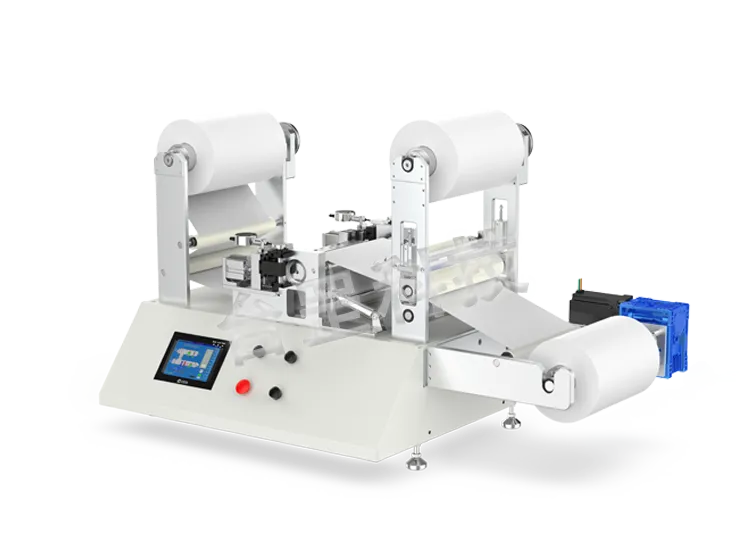
放卷单元
要求:低张力、高精度、无抖动。
坑:很多厂家说张力精度±5%,那是针对100μm PET。对非晶带材,得要求±0.5N的稳定输出。
涂布头
底层:狭缝涂布头。因为它是封闭供料,不被外界气流干扰,厚度靠垫片和流量控制,最稳。
中间层:也可以狭缝涂布头,但要配大腔体、低剪切的设计,不然磁粉会被剪切力打碎,性能下降。
顶层:微凹版。它反向离接触,对基材几乎无张力干扰,完美避开非晶带材怕拉伸的弱点。
烘箱系统
要求:多段式温度分区 + 大风量。非晶材料怕氧化,所以烘箱要能充氮气保护。而且因为多层涂层总厚,必须防止“表皮结壳”——即表面干了里面溶剂出不来,一过烘箱后半段就爆泡。
小技巧:我们把烘箱前区温度调低,风速调高,让溶剂从涂层内部“拱”出来;中后区再升温固化。效果立竿见影。
收卷单元
要求:零接触收卷。成品表面不能有任何摩擦。必须用中心卷取 + 橡胶压辊,且压辊压力和张力需要和卷径实时解耦计算。

多层同步涂布:通过独立的涂布工位和精密的间隙控制,让底层、中间层、顶层的湿膜厚度匹配度做得非常顺。
厚度均匀性:采用闭环控制系统,自动调整供料泵转速。
能耗与成本:烘箱采用了分区独立控温+热回收,同样的干燥曲线,电表走字比老设备少了近三成。而且因为张力波动小,非晶带材断带频率从每班三四次降到一周一两次——少断一次带,省下的就是几千块。
这台设备我们后来陆续用在非晶变压器铁芯涂层和电磁屏蔽膜的生产上,也试过给做固态电池隔膜和吸波隐身涂层的同行打过样,反馈都不错。
PS:说这些不是让你马上去买。 我的建议是:如果你手头正好有非晶多层涂布的试产或量产需求,可以找我们要一份工艺匹配度报告,看看你家的浆料体系、产品规格是否对得上。毕竟,再好的设备,不匹配你的材料特性,也是白搭。
五、设备操作及维护
涂布前:浆料测粘度、固含量、沉降率(静置30分钟看分层)。不合格?对不起,回搅拌罐去。
涂布中:每半小时看横向剖面。发现一边厚一边薄?别急着调涂布头,先去检查模头的水平度和供料管的左右流量平衡。
涂布后:立即清洗!立即清洗!立即清洗! 重要的事情说三遍。磁性浆料一旦干了在腔体里,那就是水泥,钢丝球都刷不掉。必须用超声波清洗槽泡。
逗号刮刀/狭缝模头的唇口:别天天用铜刮板去铲。每4小时用浸湿溶剂的无纺布轻轻擦拭一次,比每8小时猛铲一次,模头寿命长3倍。轻微划痕,用2000目金相砂纸顺着纹路轻抛,别打圈。
微凹版辊:这是耗材!它的寿命不是看时间,是看涂布米数。
供料管路:每班结束后清洗一遍管路。
非晶材料多层涂布,说白了就是和不确定性做斗争。
材料、设备、工艺,哪一环不是弱项?但正是这些“不完美”,逼着我们把每一个参数吃透。希望这份从实战里抠出来的记录,能让你少交点学费。