锂电池极片涂布,跑偏。
这两个词放在一起,做过现场工艺的人大概已经开始头疼了。
特别是那些被要求提速增效的老线,机台一开快,极片就像超市里踩歪了的购物车,非要往一个方向蹭。
你眼睁睁看着涂布边缘错位,留白区波动,后续的分切、卷绕全得跟着遭殃。停机调整?一停就是几十分钟,A品率直线往下掉。
不停?那简直是在赌后面工序的眼力。
那有没有一种不牺牲速度,又能把这条带子老老实实约束住的法子?
今天分享一个专利,思路挺有意思的。
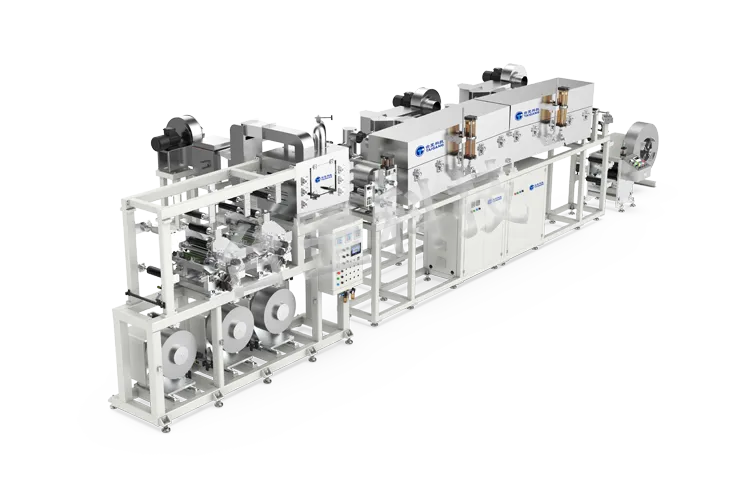
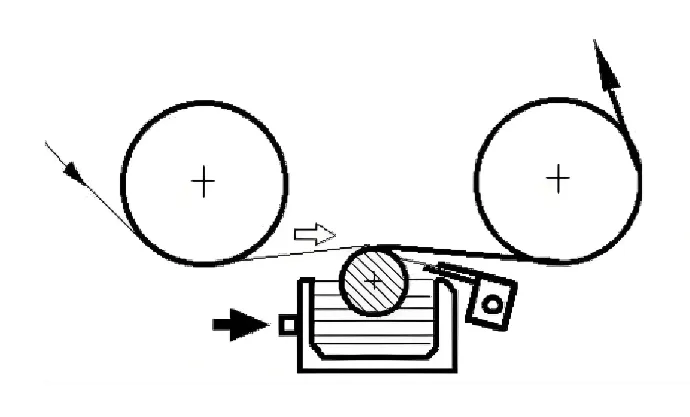
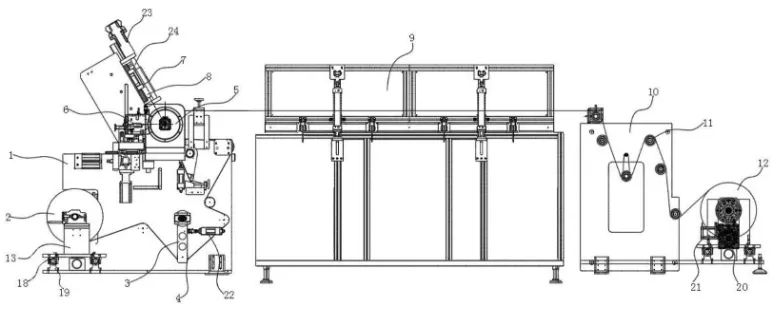
它没有去堆叠复杂的传感器和控制系统,而是从机械结构自身的对中特性入手,给出了一套极其务实的解决方案:一种单面双层挤压狭缝涂布机。把纠偏机构直接安装在了卷筒上,并引入了一套巧妙的机械联动。简单说,它将纠偏动作前置到了源头。相比于在涂布机内部纠偏,在放卷处及时修正能避免误差在长距离传输中被放大,让进入后续涂布单元的带材路径始终保持相对恒定。
不过在那之前,先来梳理一下跑偏到底是什么造成的,只有把问题吃透,解决方案的价值才会真正显现。
一、跑偏的原因是什么?
涂布跑偏表象千变万化,但根因不外乎这几个方向。
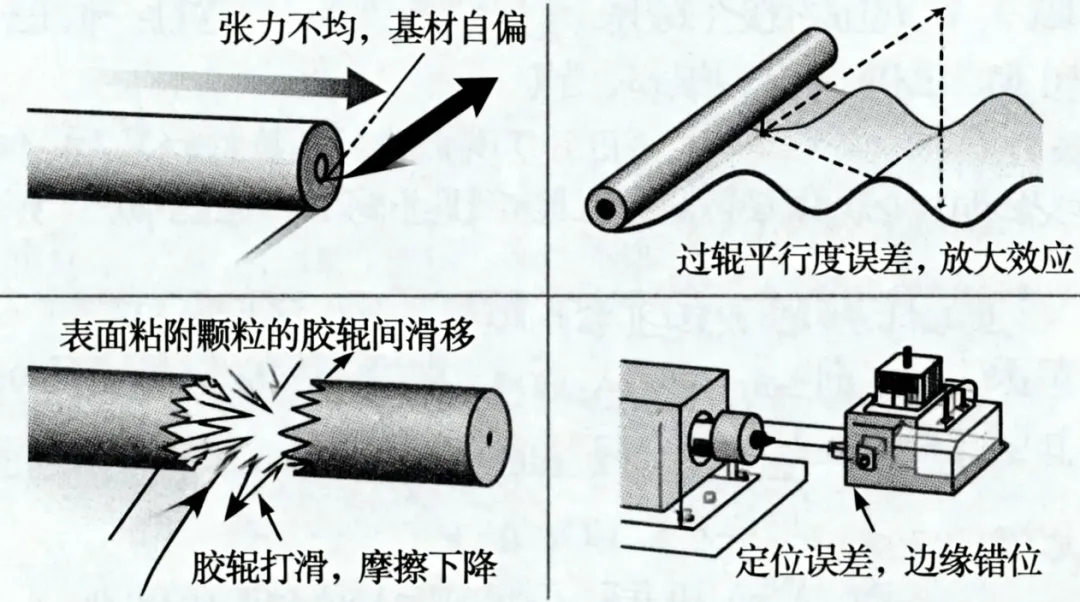
张力不均。 放卷过程中,如果箔材宽度方向的张力分布不一致,基材会主动向张力大的一侧偏移。这里的关键在于基材自己会跑,不是导辊把它带跑的。
过辊平行度误差。两根过辊之间安装不平行,如果存在水平方向的偏摆或垂直方向的夹角误差,箔带就会像醉汉走路一样左右摇摆。
胶辊打滑。 涂布机头胶辊在长期使用后,表面容易粘附石墨等导电颗粒,摩擦系数下降到原先的60%-70%,基材在涂布区域出现瞬间偏移。问题在于这种跑偏时有时无,等你去现场排查的时候可能已经恢复正常,特别让人头疼。
涂布头定位误差。 编码器、光栅尺精度不够,或者传感器信号漂移,直接导致双面涂布时边缘对不上。
二、核心结构
咱们把它的核心结构拆开看,就明白了。
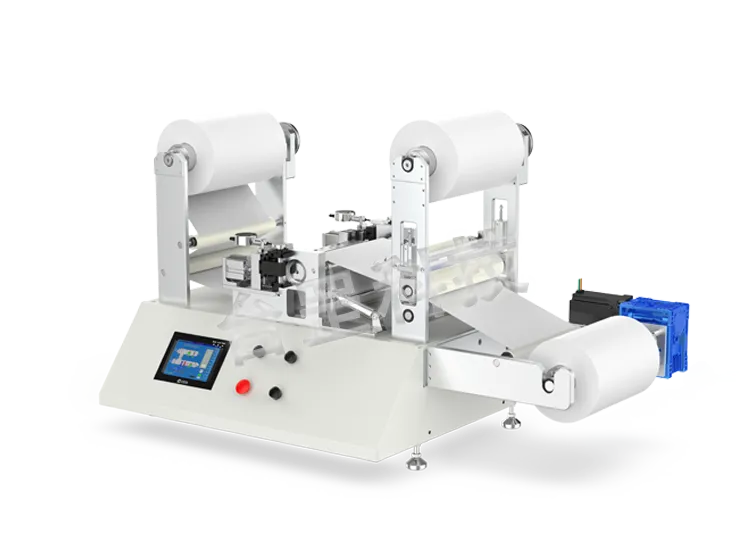
1.从源头晃动的自适应摆杆
在机箱上转动安装着一个摆杆,摆杆上装着松紧辊。
这可不是普通的张力摆辊。
你会发现,这个松紧辊会随着放卷筒的纠偏移动而摆动。当放卷筒被纠偏机构带着做横向调整时,摆杆通过纯粹的机械联动也跟着微调角度。这意味着什么?意味着极片在进入第一导辊之前,这个装置就在用“身体语言”消化掉横向应力,让进入后续涂布单元的带材路径始终保持相对恒定。
这是从根源上抑制了跑偏的趋势,而不是等跑偏发生了再去亡羊补牢。
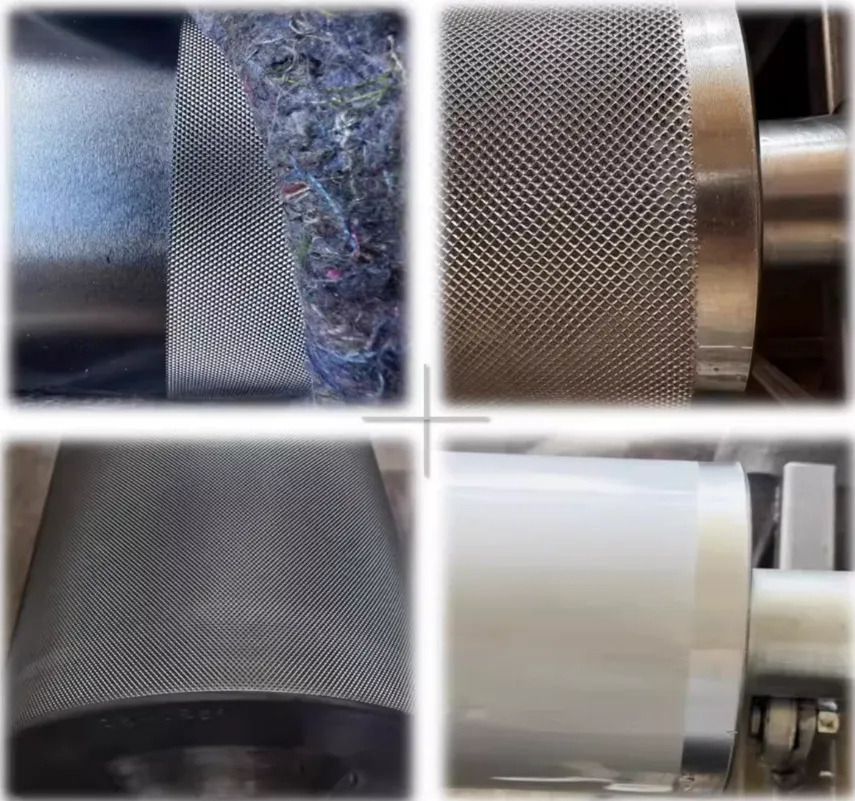
2.双层模头的“稳定器”效应
走到涂布这一步,单面双层挤压狭缝涂布头登场了。这个专利里有一个很微妙的设计:第一夹缝喷涂头是固定安装,而第二夹缝喷涂头是滑动安装的。
你以为这只是为了调节涂层厚度?
没那么简单。
当带材经过固定的第一涂布头时,完成底层涂布。紧接着,还没等基材有任何胡思乱想的机会,第二涂布头就迅速压上。
两个涂布头在极短的跨距内形成一前一后的布局,对基材施加了一个展平效应。
箔材在这个区域几乎失去了横向窜动的空间,尤其是在湿涂状态下,浆料的表面张力会进一步把极片粘在预定路径上。
跑偏?它连左右看一眼的机会都没有。
三、这结构到底妙在哪里?
我们不妨把它的机械纠偏逻辑单独拎出来,任何一个搞设备维护的工程师都能看出它的工程价值:
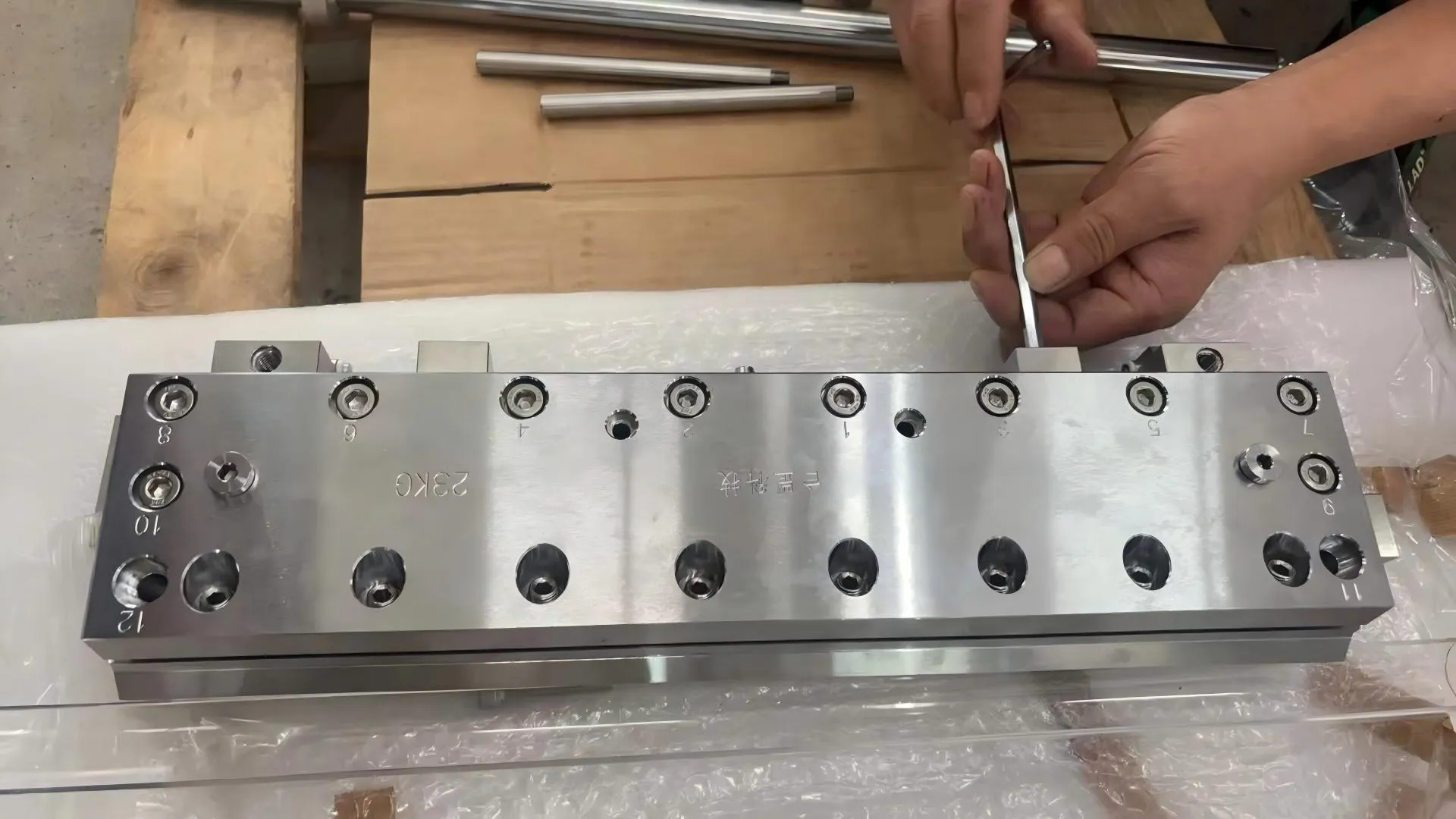
滑块与螺纹杆的硬连接: 通过第一电机带动第一螺纹杆旋转,驱动滑块和筒座沿着导轨移动。这完全避开了气动纠偏的迟滞和液压纠偏的维护难题。机械螺纹的导程是实打实的,调多少,它就动多少,反馈非常直接。
一体式布局: 机箱、烤箱、立架依次排开,放卷、涂布、收卷集成在一个逻辑闭环里。特别是把纠偏和放卷做成一体,让你在穿带的那一刻起,就进入了受控状态。
高可靠性的机械稳带设计:是的,这套方案的核心优势在于通过纯机械结构来吸收横向应力和张力波动。在粉尘大、强电磁干扰的电池车间,这种设计能大幅降低对电子传感器的依赖,减少因传感器被遮挡或误报导致的停机故障。
四、从原理到现场
设备装好之后,跑偏还是会出现。
这时候真正考验你的不是设备选型,而是排查流程的体系化程度。
现场处理跑偏问题时,建议按照以下优先级逐步推进:
第一步:识别偏移特征。 持续单向偏移还是无规律摆动?两者指向的故障原因完全不同。持续单向偏移大概率是放卷初始对齐问题或导辊轴线偏斜,无规律摆动则可能与张力波动或胶辊打滑更相关。
第二步:检查机械状态。 这是很多人跳过的步骤,导辊平行度检测其实只需要一把卷尺和一把水平尺。建议将整机走膜路径拆分为三段,放卷→涂布头、涂布头→烘箱入口、烘箱出口→收卷,分别测量各段导辊之间的平行度偏差。偏差超过0.5mm/m就需要调整。
第三步:锁定张力环节。 用张力计逐段测量实际张力值与设定值的偏差。如果偏差持续超出±5%,优先排查磁粉制动器输出是否稳定、浮动辊气压是否正常。
第四步:验证胶辊状态。 用手触摸辊面感受是否存在明显的摩擦系数差异,或在停机状态下用粗糙度仪测量辊面指标。如果辊面硬度或粗糙度出现较大衰减,需要考虑更换。
第五步:确认纠偏系统工作正常。 观察纠偏传感器是否被粉尘遮挡、执行机构动作是否卡滞、控制器参数设置是否合理。这几项都正常但问题依旧,再往上追溯电机控制参数。
五、纠偏系统维护
响应速度比精度更重要。 高速涂布场景下,纠偏系统响应时间过长会导致跑偏无法及时修正。建议定期检查执行机构的速度参数,确保能满足当前涂布速度下的纠偏需求。
传感器选型很重要。 光电式传感器利用反光原理,非常适合检测铜箔、铝箔等不透明基材;而超声波式传感器则更适用于检测透明薄膜。选错类型,会导致无法识别边缘,纠偏功能直接失效。
定期校准不容忽视。 张力传感器建议每周校准一次,采用标准砝码进行离线标定,误差控制在±2%以内。纠偏系统的基准零点建议每季度重新设定一次,防止机械漂移累积。
六、常见问题
涂布前纠偏和涂布后纠偏怎么选?
取决于你的核心痛点。前纠偏更适合涂布精度要求严苛、基材薄软易拉伸的场景,核心价值是从源头走正。后纠偏更适合产线长度较长、偏移量容易累积的场景,核心价值是末端兜底。如果两者都需要,前纠偏+后纠偏双配置是最完整的方案。
为什么有时候跑偏只在高速下出现?
低速下各段张力相对均衡,但速度提上去之后,张力波动和机械振动的幅值都会显著放大。解决思路是将涂布速度分阶段逐步提升到目标值,观察跑偏出现的临界点,在那个临界点附近重点排查张力控制和导辊动平衡。
跑偏和涂布打皱之间有直接关系吗?
相当直接。跑偏导致基材在辊压工序中受力不均,边缘延展率大于中间区域,形成典型的波浪边和褶皱。严重的褶皱甚至可能刺穿隔膜,造成内部短路。所以跑偏不仅是外观问题,更是安全风险。
标签: 单面双层挤压狭缝涂布机 涂布跑偏 专利