选涂布方式就像挑螺丝刀,十字头一字头都好用,但是拧错了螺丝就尴尬了。
做涂布这行也是这样,选错涂布头,后面再折腾也是白搭。
微凹和逗号刮刀各有脾性,所以,吃透它们的脾气,选型就能少走弯路。
先看懂它们怎么玩
逗号刮刀是一名力道控制型选手,靠逗号形刮刀辊和背辊之间的精密间隙来丈量涂层厚度,流体在间隙中被推平压实在基材上。
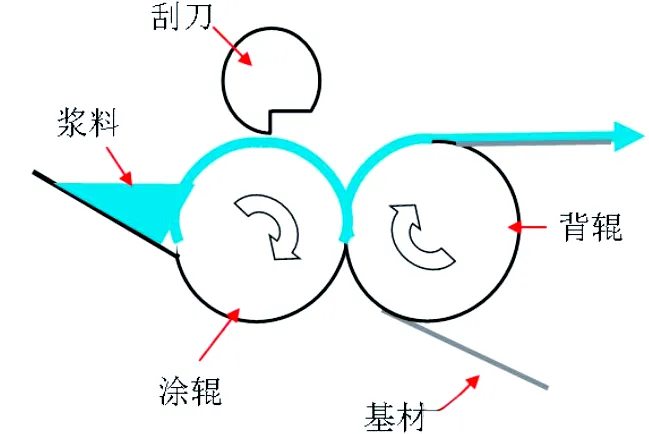
涂布厚度一般落在15~1000μm,胶液粘度适应1000~50000cps,高粘度胶水照样游刃有余。
刚性刮刀刃口切削力够刚,适合厚涂,逗号刮刀幅宽大时还能微调,全幅厚度一致性好控制。
但这种接触式刮刀与基材摩擦也带来刮伤隐患,调试角度、压力没拿捏好,缺陷就来了。
开放式涂布槽里涂料长时间暴露,挥发和灰尘都是隐忧。
逗号刮刀因自重容易挠曲变形,宽幅超过1200mm需要辅助支撑。
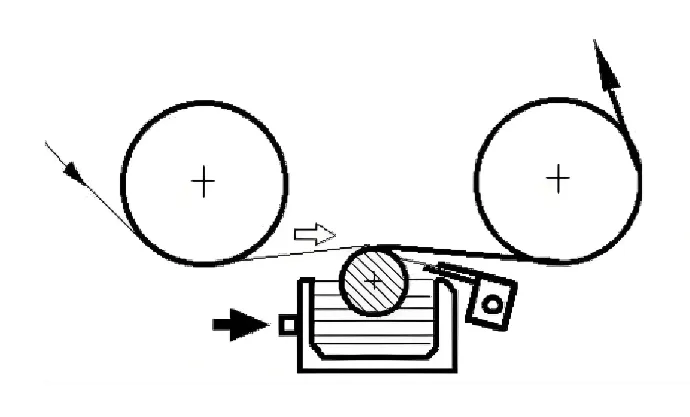
微凹涂布偏爱液体的计量的路线,通过带有微米级网穴的微凹辊定量带走涂料,逆向转动把网穴中的浆料吻到基材上。
涂层轻薄是它拿手活,湿膜厚度范围1~30μm,尤其擅长低粘度液体,控薄涂效果更均匀。关键是这套系统几乎无刮擦,对致密薄膜表面损伤小。
微凹涂布设备属于高精度闭环节,更换微凹辊时收放自如,从极低粘度涂料到高达5000mPa·s糊状浆料都能控。反向涂布方式也让低表面能基材更易着液。代价也不小:微凹辊本身属耗材,高线数雕刻造价不菲,调试清洗流程繁琐。同时网穴转移率并不是100%,涂料利用率一般,开放式槽也有非理想点。
涂布头怎么选 ?
第一步:看应用场景
微凹涂布主攻超薄功能层和高外观要求的产品。锂电池隔膜、高端光学膜、增透膜、高平整度离型膜,这些都是它的常规操作。窄幅高精度场景下,微凹尤其吃香。
逗号刮刀厚涂赛道才是它主场。特种胶带压敏胶层、汽车保护膜、防水涂层、热熔胶复合,干得漂亮。基材坚韧不怕刮擦时它就更有底气,小批量多品种生产场景下涂布量调起来灵活,研发试制也是一把好手。
多孔渗胶型基材逗号刮刀更适合。但柔嫩薄膜或要求高抗划痕的产品,微凹会更放心。研发打样建议优先考虑逗号刮刀,成本友好切换方便。如果是大规模连续生产超薄光学涂层,微凹会生产更稳。
第二步:挑厚度精度
涂层厚度方向要分解出两个维度:湿膜厚度和干膜精度偏差。
逗号刮刀膜厚能做到15~1000μm,靠微米间隙驱动,精度偏差能用在线测厚闭环压到一定水平。
微凹涂布湿膜1~50μm,高精度膜厚偏差能缩到±3%以内。干膜2μm级别的均匀度也能跑出来。5μm以下薄涂层,微凹控得更好,偏差远小于逗号刮刀。十几微米以上的常规涂层,逗号刮刀价格更友好。涂层均匀性要求很高时,微凹基配更稳妥。
第三步:咬定涂液特性
逗号刮刀极适合高粘度、高固含量体系。50μm湿膜的一次通过能力扎实,应对上千cps甚至数万cps的胶水不含糊。但遇到低粘度涂料相容性就变差,极容易出现漏液、边缘厚边等。
微凹涂布低粘度路线走得通,10~30cps的稀溶液也能铺得平整。高粘度浆料超出微凹涂布的能力上限,厚度做不厚,转移效率明显下降。含颗粒或磨蚀性成分的浆料,逗号刮刀抛光刀刃虽然耐磨,但颗粒挤出损伤刀口风险存在。微凹涂布靠网穴囚禁颗粒能实现一定包容,但网穴堵塞又是新麻烦。
混合头是好方案吗
很多高端离型膜产线现在混搭两种涂布头,微凹涂布搭配逗号刮刀涂布双工位,一键切换增厚降薄都灵活。
但量产型和实验型的需求并不一样,不是随便买台混合机就什么都行,设计和程序都非常复杂,成本和维护量大。如果产品组合跨度大,间歇式切换涂布方式,可以考虑双工位方案但要谨慎评估。
常见问题Q&A
Q:为什么我用逗号刮刀涂硅油,涂层全是横纹条纹,还有气泡?
A:逗号刮刀本来就不是设计给低粘度硅油配方干活的。硅油粘度通常不到1000cps,逗号刮刀适合1000cps以上产品,出现漏胶、横向流纹甚至厚边很正常。建议切换微凹涂布或网纹辊,控低粘液体更趁手。
Q:微凹涂布线做5μm涂层,怎么控制间断性条纹和厚度波动?
A:优先检查速比偏差。
工欲善其事,必先利其器。吃透工艺原理,才能把设备用到极致。
觉得这篇文章有用,欢迎点赞关注,帮到更多工艺路上的工程师朋友。