基材电晕值不足会导致缩孔吗?
会,但不是唯一凶手。
做涂布这行,谁还没跟缩孔打过架?
一块完美涂层上突然冒出一个个小圆坑,像被针尖扎过,又像油滴在水面散开。
操作工跑过来问:是不是电晕没打好?电晕值够不够?你盯着电晕处理机的参数面板,心里也没底。
别慌。
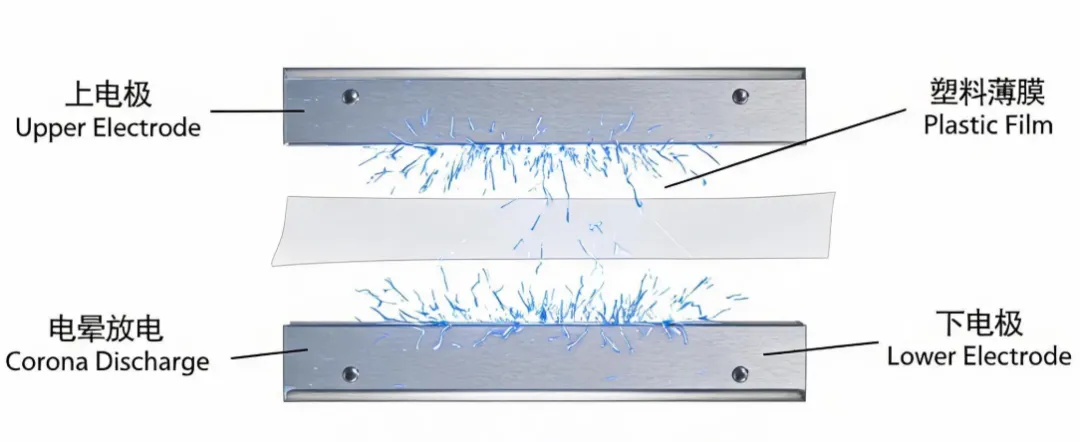
今天我们就来讲讲电晕。
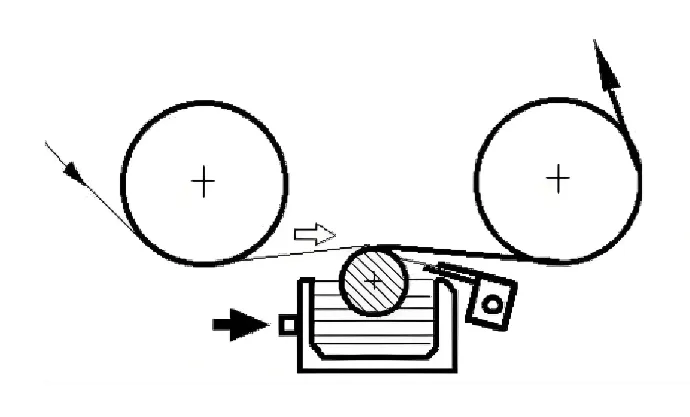
之前帮一个光学膜厂调试。产品:PET基材涂硅离型剂,车速30m/min,微凹版涂布。涂出来缩孔密密麻麻,废品率直接飙到40%。
第一反应:基材脏了?测了达因笔,电晕值只有40达因。厂长一拍大腿:看吧,电晕机老化了,马上换电极!
换了新电极,电晕值提到46。再涂,缩孔少了,但还有。大概每平方米十几颗,不大不小,就是消不掉。
问题没彻底解决。这让我意识到:电晕不足可能是诱因,但一定还有别的东西在捣乱。
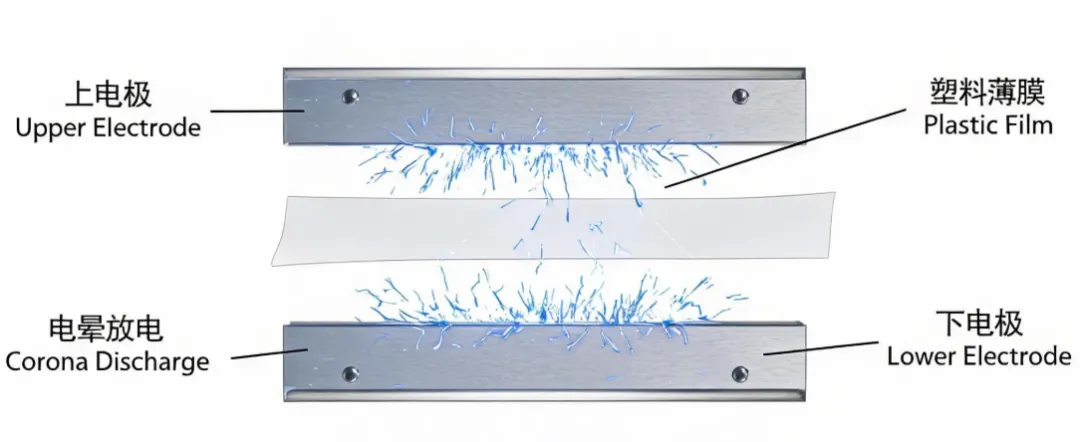
电晕值是怎么影响缩孔的
讲清楚这个,得回到一个最基本的物理概念:表面张力。
基材表面能低,涂布液的表面张力高,液体就不愿意铺开。它会收缩成小液滴,干燥后留下一个空坑。这就是缩孔的经典成因。
但是!电晕值不是唯一决定因素。你可以把基材处理到50达因,如果涂布液本身表面张力更低,或者基材表面有低表面能的污染物,液体照样缩。
电晕值不足导致的缩孔有3个特征,你可以对号入座:
缩孔边缘比较圆润,没有锐利的边界
缩孔分布相对均匀,不像脏污那种局部聚集
提高电晕值后,缩孔数量明显下降但不会归零
反过来,如果提高电晕值缩孔纹丝不动,那就要换个方向查了。
回到那个光学膜案例。电晕值提上去了,缩孔还剩一些。接下来我干了三件事,你也可以照着做。
第一步:排除涂布液污染
取一杯涂布液,倒在干净玻璃板上,用刮棒手动涂膜。如果玻璃板上也出现缩孔,说明涂料本身有低表面张力的杂质。玻璃板表面能很高,一般不会缩。结果玻璃板涂出来完美无瑕。涂料没问题。
第二步:排查基材背面污染
PET基材收卷时,背面容易蹭到导辊上的油污或上一层涂布的残留。这些污染物会转移到正面吗?把基材剪下一段,用酒精仔细擦拭正面,再涂。缩孔依旧。不是背面污染。
第三步:看微观形貌
用放大镜观察缩孔中心。每个缩孔正中央都有一个小颗粒,像沙眼。颗粒不是涂料里的,是环境中的灰尘。吹风机对着涂布头一吹,缩孔更多。
真凶找到了:洁净间过滤器堵了,车间正压不够,灰尘落在基材上。
灰尘颗粒属于低表面能杂质,涂布液无法在其表面铺展。液体受表面张力梯度的影响,会从低表面能的颗粒处向四周高表面能的基材区域逃逸,导致颗粒中心位置液体缺失,从而形成环形坑。
电晕值不足只是放大了这个问题。如果基材表面能足够高,涂布液会更强力铺展,即使有灰尘也可能覆盖过去。但38达因时,铺展驱动力本来就弱,遇到灰尘就直接投降了。
别把电晕当成万能药
做工艺调试最容易掉进的坑,就是找到一个变量就往死里调。电晕值不够?加到50、55、60!结果基材表面氧化过度,反而产生低分子物,润湿性更差。严重时PET会发脆、发黄。
更隐蔽的风险:有些添加剂会从基材内部析出到表面。电晕只能暂时打掉它们,放置几小时后又冒出来。所以测电晕值要即处理即测,放了一天的卷再测,数值跌得厉害。
做涂布久了,你会发现很多缺陷不是孤立出现的。
缩孔、针孔、橘皮、厚边,这些表面缺陷从物理本质上讲,都与流体的流平性及表面张力梯度的平衡相关。而电晕处理作为涂布工艺的第一步,表面能管理不只是打一下电晕就好了,它是一整套体系:来料检测要有接触角数据,电晕功率要定期校准,处理完要在窗口期内涂完,环境洁净度要持续监控,涂布液和基材的张力要匹配。
任何一个环节断档,都会反映在最终产品上。
如果这篇文章帮你理清了思路,欢迎转发给产线上的兄弟。
缩孔不挑产线,但懂原理的人,能少走一半的弯路。