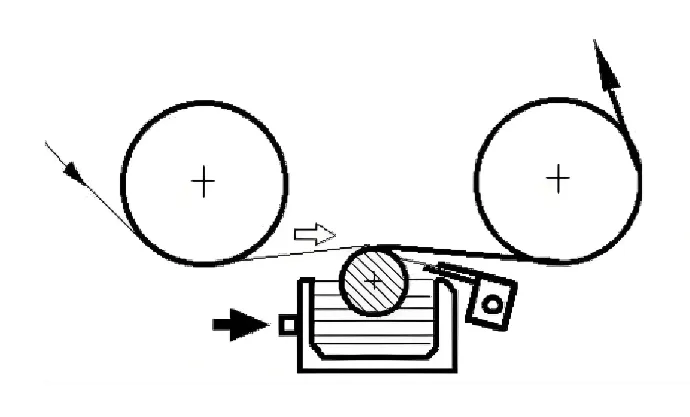
很多人把烘道理解成一个烤箱。
涂层进去,热风一吹,溶剂跑了,留下固体。
大错特错。
真正的干燥过程分三段:预热段、恒速干燥段、降速干燥段。
每一段对温度风速的要求都不一样。
涂布速度决定了涂层在每一段停留的时间。温度设置决定了溶剂离开涂层的速率。
这两个参数拧不到一块去,问题就来了。
最常见的死法有两种:跑得太快,烘不干。或者跑得太慢,烤过头。
跑太快现象:涂层表面摸着干了,但卷芯或者堆放几天后出现反粘、发白、气泡。这就是溶剂被锁在内部,后面慢慢往外渗。更惨的是收卷时涂层直接被拉掉,整卷报废。
跑太慢现象:涂层表面皲裂像干裂的河床。或者更隐蔽的,表面结了一层皮,里面还是稀的。热风一烤,表皮先硬了,里面的蒸汽跑不出去,在后续工序里鼓泡、分层。
举个例子
去年一个客户做水性涂层,投诉说涂层表面总是出现细小的横向条纹,间隔规律,大概5到8厘米一道。
排查涂布头。逗号刮刀间隙重新校准,刮刀片换新,背辊跳动测了在0.005mm以内。条纹照旧。不是涂布头的问题。
排查张力。从放卷到收卷,张力逐段标定,浮动辊动作也检查了。没用。
最后我蹲在烘道出口,用红外测温枪打涂层表面温度。
发现一个规律:条纹出现的位置,正好对应温度波动最大的区域。查烘道各区热风循环记录,发现烘箱第三区热风温度波动±8℃。车速20米/分,涂层走到这个区间刚好1.5秒。这1.5秒里温度跳了16℃,涂层表面干结速度突变,条纹就这么来了。
根源不是涂布速度,也不是设定温度,而是烘道温控系统的PID参数老化导致温度振荡。速度慢的时候,涂层在温度波动区域停留时间长,热惯性使得温度波动被平均化,缺陷不明显。
速度提到20米以上,涂层快速通过波动区,对瞬间的温度跳变极其敏感,导致干燥速率突变,缺陷就暴露了。
后来重新整定温控仪参数,更换了老化的固态继电器,问题解决。
这事告诉我一个道理:匹配不当,有时候是两个参数本身不搭。有时候是一个参数根本就没稳住。
解决方案
别指望有标准公式。溶剂体系不同、涂层厚度不同、基材吸热不同,最佳匹配曲线都不一样。但有套笨办法,十拿九稳。
第一步:确定你的干燥窗口
固定涂布速度,比如在正常生产速度的80%。从低到高逐段调整烘道各区的温度设定,每调一次取样检测溶剂残留率。用气相色谱仪或者简单的减重法都行。画出 温度 vs 残留率 的曲线。找到那条拐点:温度再升高10℃,残留率下降不到2%的那个点,就是上限。下限是出现表干内湿或者基材变形的临界点。
第二步:测定速度极限
温度固定在上限值附近,逐步提高涂布速度。每提高5米/分钟,稳定运行15分钟后取样。检测两面:一是表面是否完全干燥。二是卷绕后放置48小时看有没有反粘。
速度提不动了?好,记下这个最大干燥速度。这个速度减去5米/分钟,才是你的安全生产速度。
第三步:建立联动补偿系数
这才是核心。在涂布机控制系统里设置一个联动参数:速度每变化±1米/分钟,烘道设定温度自动补偿±X℃。这个X值怎么来?用你刚才测的数据反推。
这个系数不是固定的。不同区段不一样。预热段补偿系数小,恒速干燥段补偿系数大,降速段又要收小。得单独标定。
那么问题来了,是不是只要速度动了,就一定要动温度?
不一定。有些水性涂层窗口很窄,温度波动一大会直接破乳。这时候你去调温度就是找死。能调什么?调风量,调风嘴角度,调整烘箱内的导辊包角或增加稳膜装置,让膜面运行更平稳、更贴近热风。
保养上也有些细节。 很多人不知道,烘箱过滤网堵了,会直接导致实际风量和显示风量差一大截。你按面板数值调,调死也没用。每个月的过滤网检查,拿风速仪在风嘴出口实测,和标准值比对,偏大偏小都要查风道。另外,排风管路里冷凝的溶剂,积多了会回流滴到膜上,形成白斑。定期清理冷凝器和阻火器,不单单是为了安全,也是质量需要。
有人可能会问,不同涂布方式,这个匹配是不是不一样?
差别大了。逗号刮刀涂的湿膜厚,溶剂负担重,烘箱前端更要缓升温。微凹版涂的膜薄,干燥快,速度的宽容度反而大,但对风量均匀性极敏感,稍微有点横向风量差异,就是色差或厚度不均。狭缝涂布最怕模头附近空气扰动,烘箱入口风幕必须调好。
再展开说一点,高固含浆料, 你以为固含高、溶剂少就好干?错了。高固含体系里树脂的玻璃化转变温度在干燥过程中不断变化,温度梯度不匹配,膜面特别容易出现橘皮、缩孔。这时候烘箱分段控制的重要性就突显了。
水性体系也有个坑,水的蒸发潜热是溶剂的近两倍,需要的热量大,但又怕快干。干燥曲线往往需要一段恒速干燥段,这时候烘箱的湿度控制反而比温度更关键。没有湿度控制的烘箱,干水性涂层全凭经验。
常见的坑
坑一:只看设定温度,不看实际温度
烘道温控仪显示100℃,你用热电偶伸进去测,可能只有85℃。热风循环风量、排风量、车间环境温度都会影响。每个月用多点测温仪标定一次烘道真实温度分布。
坑二:水性涂层和溶剂型涂层搞反了
水性涂层靠蒸发,对热风风速更敏感。风速不够,温度再高也没用,表面结皮里面还是水。溶剂型涂层靠挥发,对温度更敏感。调水性涂层,优先检查排风和风速。溶剂型涂层,优先控制温度和溶剂蒸汽浓度。
坑三:忽略了基材的热容量
PET膜和铜箔,同样厚度,把1米长的涂层从室温加热到100℃,需要的热量差好几倍。换基材的时候,哪怕涂层配方不变,烘道温度也要重新标定。很多做光学膜转做电池涂布的师傅在这上面吃过亏。
常见问题
问:提速后出现横向条纹,是速度温度匹配的问题吗?
答:横向条纹多数是风嘴气流脉动或者张力波动。先查风机频率是否稳定,再查烘箱张力设定值是否偏小导致膜漂动。如果条纹是规律的,看导辊是不是有异物或跳动。
问:我有在线测厚仪,厚度突然波动,怎么判断是涂布头还是干燥的问题?
答:关机瞬间取样。停机后立刻从涂布头后取样,如果厚度已波动,那就是涂布头问题;如果停机后厚度正常,运行中波动,多半是干燥不均匀导致膜收缩不均,厚薄变化是假象。
问:新配方打样时,怎么快速找到速度和温度的初始匹配?
答:拿一片PET膜,涂一长条湿膜样品,挂进实验室小烘箱,设定不同温度梯度,看表干时间和实干时间的差值。差值越小,说明匹配越好。把这个温度梯度放大到产线,作为起始点再微调。
写到这里,想起一个老前辈说过的话:涂布这条线,看着是涂布头在干活,其实是烘道在兜底。涂得再均匀,烘不好全白搭。速度与温度的匹配,不是算出来的,是试出来的。但试的前提,你得有一套清晰的诊断逻辑,而不是瞎猫碰死耗子。