涂布机说白了,就是把功能涂层均匀的涂到基材上,再通过烘干让涂层定型。听起来简单——但材料特性,如流动性、粘度、表面张力以及固化方式是决定涂布效果的关键。
这些特性不仅影响涂层的均匀性和附着力,还决定了产品的性能。
例如,流动性高的材料可能会导致涂层厚度不均,而流动性不足又可能引起涂布缺陷如橘皮纹或针孔现象。
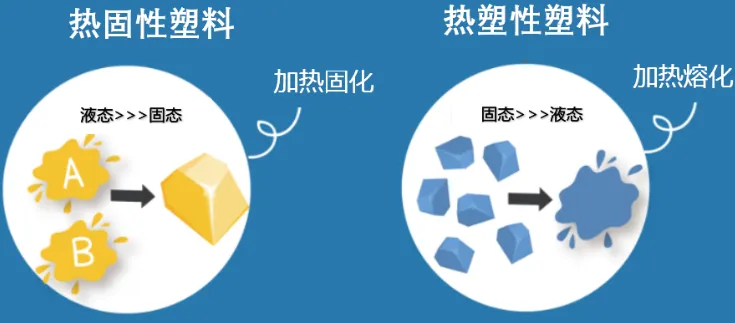
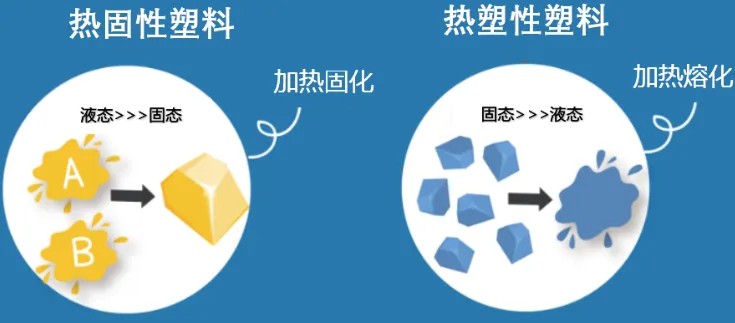
此外,固化方式的不同也会影响涂布工艺的选择与优化。比如热塑性材料和热固性材料在加热和冷却过程中,表现出不同的特性和性能。热塑性材料通过物理变化实现软化与固化,而热固性材料则通过化学反应形成不可逆的交联结构。这种区别使得两类材料在涂布工艺中需要采用不同的参数设置和设备配置。
今天我们就来聊聊热塑性与热固性材料的区别。
一、热塑性与热固性材料的定义
1.什么是热塑性材料?
热塑性材料受热时会软化甚至熔融,冷却后重新固化,这个过程是物理变化且可逆。典型代表包括PE、PP、PVC等。这类材料的分子结构多为线性或支链结构,受热时分子链可自由移动,从而表现出可塑性。
2.什么是热固性材料?
热固性材料初次加热时会软化,一旦固化便形成三维网状交联结构,这个过程是化学变化且不可逆。即使再次加热,也不会软化或熔融。代表有环氧树脂、酚醛树脂、不饱和聚酯等。这类材料的分子结构在固化前是线性或支链结构,固化过程中通过化学键形成交联网络,分子链无法自由移动,因此具有稳定的物理化学性能。
二、物理差异
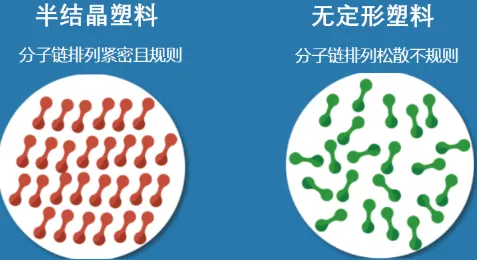
热塑性材料的线性/支链结构使其具有良好的可塑性和可重复加工性,适合需要多次成型或回收利用的场景。
热固性材料的交联网络结构使其在固化后具有更高的稳定性和耐候性,但无法二次加工。这种分子结构上的差异,直接导致了两类材料在涂布工艺中的不同表现。
三、涂布工艺适配性对比
1.涂布方式兼容性
热塑性材料适用于熔融涂布(无需溶剂,环保且加工速度快)或溶剂型涂布。熔融涂布时,材料被加热至熔融状态后直接涂覆于基材,冷却后固化,涂层可通过再次加热进行重塑。溶剂型涂布则是将材料溶解于溶剂中,涂覆后通过烘干去除溶剂,形成涂层。
热固性材料多采用溶剂型或粉末涂布。溶剂型涂布时,材料溶解于溶剂中,涂覆后需要通过加热引发交联反应,固化后涂层不可重塑。粉末涂布则是将粉末状材料静电吸附于基材表面,再通过加热固化。由于固化后涂层性质稳定,热固性材料的涂布量需要精确控制,以避免涂层过厚导致开裂或过薄影响性能。
2.干燥/固化机制
热塑性材料的干燥/固化依赖冷却定型,这是一个物理过程。涂布后的材料通过冷却辊或自然冷却,分子链重新排列并固化,速度快且能耗较低。例如,PE薄膜的涂布过程中,熔融的PE材料涂覆后通过冷却辊迅速冷却,形成均匀的涂层。
热固性材料的固化则是化学过程,需要加热引发交联反应。固化时间和温度控制至关重要,温度过低可能导致固化不完全,影响涂层性能;温度过高则可能导致材料分解或涂层开裂。例如,环氧树脂涂层需要在特定温度下保持一定时间,才能完成交联固化。
3.设备与参数影响
热塑性材料对涂布头温度敏感,需防止过早冷却。若涂布头温度过低,材料可能在涂布过程中提前固化,导致涂层不均匀。此外,热塑性材料的张力控制相对宽松,因为其在冷却固化前具有一定的流动性,可自行调整涂层厚度。
热固性材料需精确控制烘箱温度曲线,以确保完全固化。不同的热固性材料有特定的固化温度和时间要求,烘箱需设置多段温度区域,逐步提升温度以促进交联反应。同时,热固性材料对基材耐热性要求更高,因为固化过程中的高温可能导致基材变形或损坏。
四、性能与应用差异
1.涂层特性对比
热塑性涂层柔韧性好,耐冲击,但耐热性与耐化学性有限。例如,PP涂层具有良好的柔韧性,适合用于需要频繁弯曲的包装材料,但在高温环境下易软化,且不耐强酸碱腐蚀。
热固性涂层硬度高,耐高温、耐腐蚀,但脆性较大。例如,环氧树脂涂层硬度高,可耐受高温和化学腐蚀,适合用于汽车车身防护,但受到剧烈冲击时易开裂。
2.典型应用场景
热塑性材料常用于包装膜、柔性电子基材、需回收的环保产品。例如,食品包装用的PE薄膜、柔性显示屏的PET基材等,都利用了热塑性材料的柔韧性和可加工性。
热固性材料则广泛应用于汽车车身防护、重型家具表面、高性能电子绝缘层。例如,汽车的电泳涂层、家具的聚酯漆涂层、电子元件的环氧绝缘层等,都依赖热固性材料的高硬度和耐候性。
五、设备选择
1.温区与固化模式
热塑性材料:推荐选择带有快速热风固化模块的设备。
热固性材料:设备应集成UV固化切换功能或热风/红外辅助交联。选型时优先考虑固化单元可灵活更换或多模式并存的机型。
2.涂布精度
高精度涂层:应选用狭缝涂布模块,其能够实现微米级厚度控制,且涂布面密度均匀,适合功能性薄膜。
宽幅或高黏度材料:刮刀或辊涂更具优势,可以适应较大涂布量及高黏度熔体。
如果产品线涵盖多种厚度与黏度范围,可以选择狭缝与辊涂可快速切换的涂布机,减少投资成本。
3.应用场景
汽车工业:需耐温、阻燃,设备宜配置热风循环均匀性检测。
电子元器件:要求无静电、无划伤,狭缝涂布配合UV固化是优选组合。
包装印刷:需符合食品接触法规,设备应易于彻底清洗,避免交叉污染。
光伏与复合材料:要求高温交联稳定,需设备具备长加热区及温度梯度控制能力。
医疗:需洁净环境及低模量涂布,推荐精密狭缝与低温UV组合。
4.设备扩展性与服务
优先选择模块化设计的涂布设备,支持日后升级热风/UV功率、增加涂布头或延长固化区。
确认供应商提供工艺验证支持,例如使用热塑性与热固性标准测试料进行现场打样,验证附着力与固化效率。

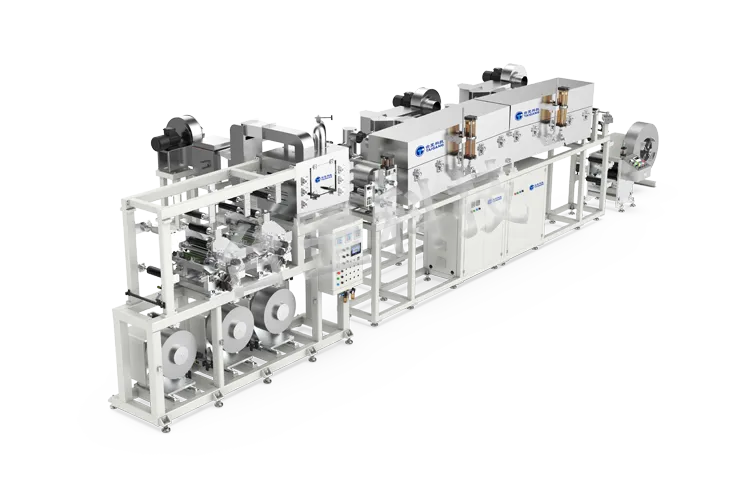
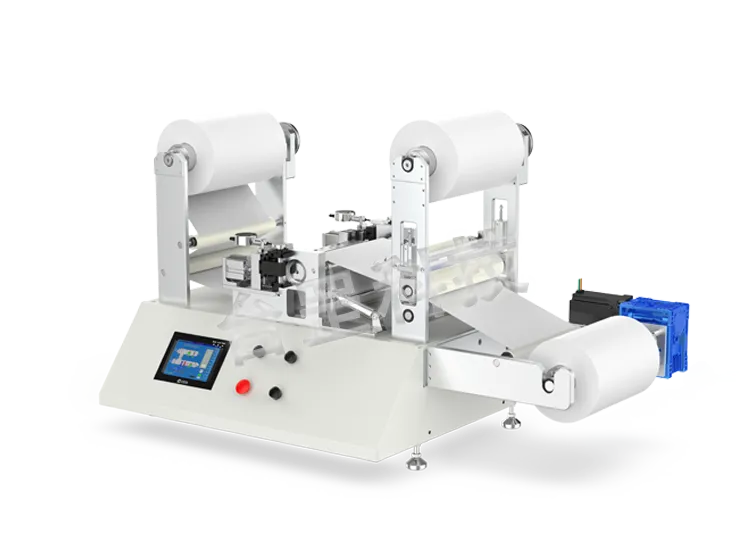
台罡多功能实验涂布设备集成独立温区控温、快速热风/UV固化切换及高精度狭缝/辊涂模块,可灵活处理热塑性与热固性两大类材料,具备涂层附着力强、固化效率高、材料兼容性广、无溶剂配方适应能力强等核心优势。
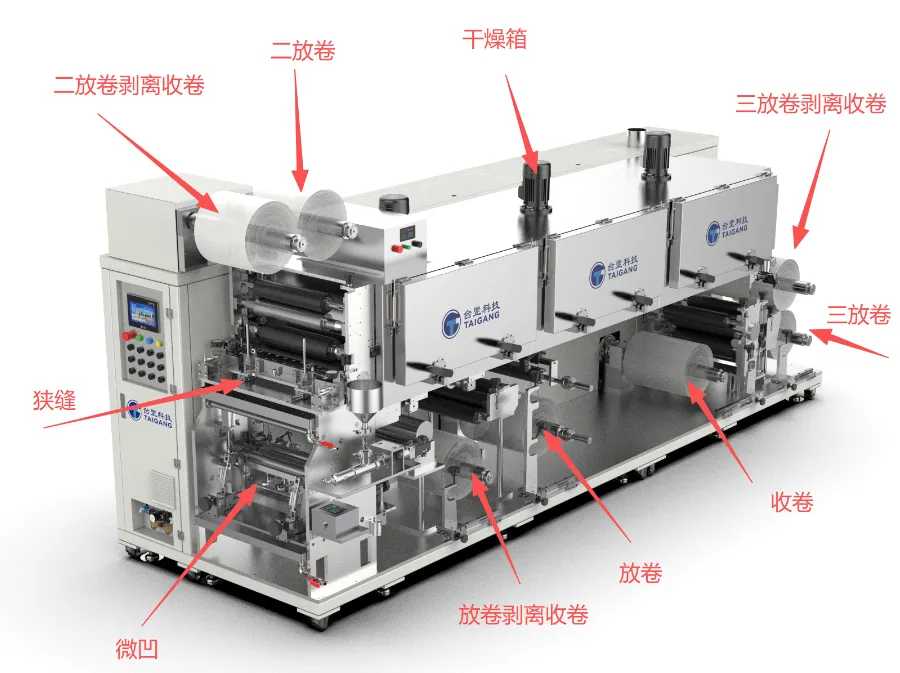
广泛应用于汽车工业、电子元器件、包装印刷、建筑防水及复合材料制造等行业。典型应用产品包括:汽车内饰热熔胶膜、线束缠绕胶带、电子屏蔽热熔胶带、热固性环氧预浸料、感光阻焊干膜、食品包装热封涂层、建筑用热熔丁基胶带、纺织品热转印标记膜、光伏背板热固性绝缘涂层,以及医用热固性水胶贴片。
结语:材料创新与工艺优化的协同
热塑性与热固性材料在涂布工艺中各有优势,形成互补。热塑性材料适合需要柔韧性和可回收性的场景,而热固性材料适合需要高硬度和耐候性的场景。随着材料科学的发展,新型改性材料如热塑性/热固性复合体系不断涌现,这些材料结合了两类材料的优点,为涂布技术带来新的机遇。未来,涂布工艺的优化将更加依赖材料创新与工艺参数的协同调整,以满足不断升级的产品需求。