一、什么是BOPP薄膜?
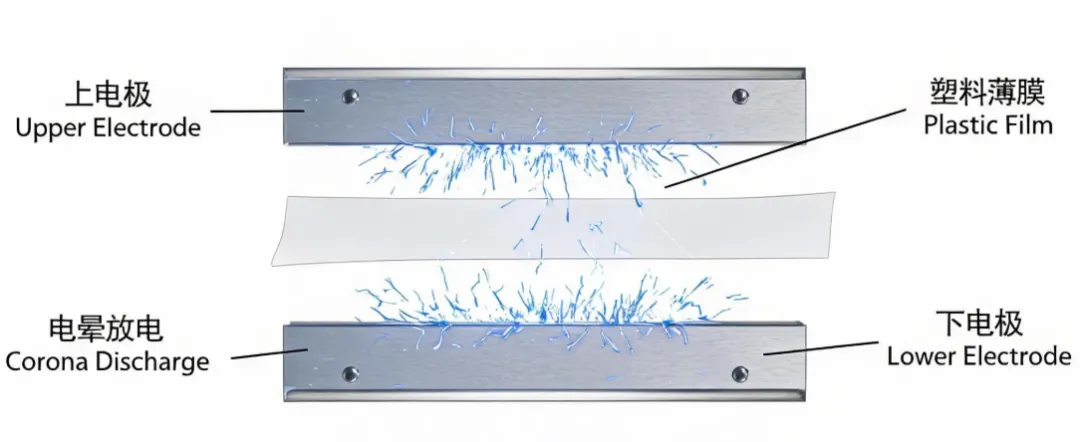
BOPP双向拉伸聚丙烯薄膜透明、耐磨、挺度好,但表面能低。未经处理的BOPP薄膜,表面张力通常只有28-31达因,而常见涂料要求至少38达因以上才能有效附着。所以,谈BOPP涂布方式之前,电晕处理这道前置工序是绕不开的坎。
电晕打好了,接下来聊聊正题:BOPP薄膜到底有哪几种涂布方式?
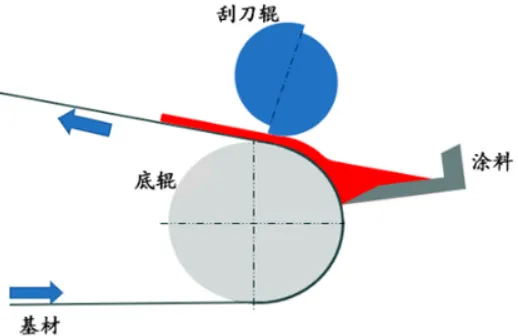
二、逗号刮刀涂布
原理:浆料倒在基材上,逗号刮刀这么一刮,多余的带走了,留下的就是涂层。
这把“逗号”可不是普通刮刀——弧面刃口能做到“线接触”,间隙控制精度可以压到湿膜厚度10微米以下。有人问逗号刮刀和普通平刮刀有什么区别?平刮刀是面接触,易磨损、易划伤;逗号刮刀是弧面滚动接触,更耐磨、更均匀,适合长时间连续生产。
优点:高粘度、厚涂层。BOPP压敏胶带、厚涂保护膜、需要厚底涂的功能膜,基本都是逗号刮刀的菜。
缺点:开放式涂布,浆料暴露在空气中,溶剂挥发、温湿度波动都会影响粘度稳定性;边缘涂层容易增厚,大概1cm左右是废品区。对涂层均匀性要求特别高的场景,它就不是最优解了。
一句话总结:入门级、成本低、调机快、干活不挑食。研发打样首选,批量厚涂的主力。
三、网纹凹版涂布
原理:刻满微小网穴的凹版辊从胶槽里蘸料,刮刀刮掉表面多余的,网穴里藏着的涂料再转印到BOPP膜上。涂布量取决于网穴深度,而不是辊间隙,这是它和逗号刮刀最本质的区别。
优点:厚度控制精度高,湿膜能做到1-20微米,适合薄层精密涂布。50-1000 mPa·s的低粘度体系也能轻松应对。硅油涂布、低粘离型剂、薄底涂功能层,都是它的拿手活。
缺点:网纹辊本身是精密耗材,价格不菲,不小心碰伤了,整根辊子报废;清洗也麻烦,网穴一堵,涂布量就飘了。
一句话总结:薄层精密涂布的老将,低粘度体系的稳定选手,但耗材和维护成本你得心里有数。
四、微凹版涂布
微凹版算是网纹凹版的进化版。区别在哪?常规凹版辊直径125-250mm,微凹辊直径只有20-50mm,比大拇指粗不了多少。更关键的是,它不需要背压辊——传统凹版靠压力把膜和辊压紧,微凹版直接“吻”上去就行。
这个设计改动带来的好处非常实际:
薄涂能力:湿膜最低能做到0.8微米,1-80微米范围随便打。BOPP光学膜的抗反射层、导电层、硬涂层,非它不可。
反向旋转:辊子转的方向和膜走的方向相反,形成剪切力。传统顺涂容易产生的“纵向条纹”直接消失。
没有背压辊:膜不会被压皱、不会划伤,薄至6微米的PET都敢涂。
粘度范围10-1200cps,UV固化体系、低粘功能涂料都适用。
一句话总结:薄涂天花板,光学级功能膜的标配。想干厚活?它不行。
五、狭缝挤压涂布

原理:封闭系统,浆料由精密泵送入模头,从一条细缝里均匀挤出,直接铺在BOPP膜上。整个过程浆料不接触空气,不受环境干扰。
优点:湿膜厚度公差±1微米,横向纵向厚度一致性几乎是所有涂布方式里最稳的。粘度适应性极宽——1cP到15000cP都能覆盖。还能玩多层共挤,不同涂层一次性涂完。
缺点:模头是精密零件,清理起来非常麻烦,哪怕是微小杂质都会造成不可逆的损伤。设备成本和维护成本也是四种方式里最高的。对浆料的流变特性要求也很严,不是随便调调粘度就能上机的。
一句话总结:精度之王,大规模连续生产的终极武器。但门槛高、投入大,小批量打样基本不用考虑。
五、设备怎么选?
你可能会想:每种涂布方式都有自己的绝活,但真要让我选一个,还是有点纠结,尤其是研发阶段,今天要试高粘度浆料,明天要测薄层光学涂层,后天可能又要换柔性基材。买多台设备?成本吃不消。频繁换机?效率又太低。
怎么办?
这时候,集成方案的价值就出来了。
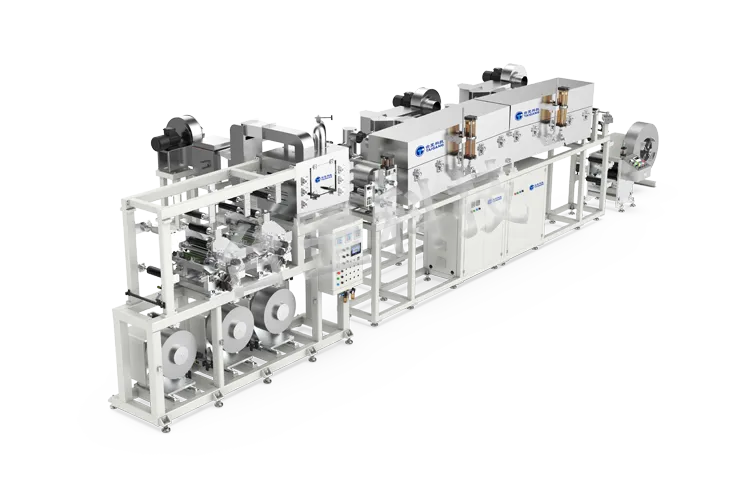
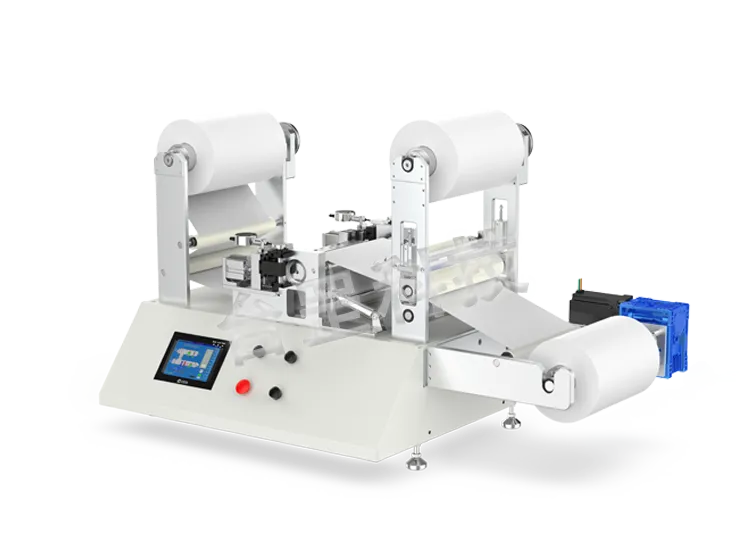
台罡多功能涂布机:一机三模,涂布工艺的集成之选
图片
在涂层制备与功能薄膜开发过程中,工艺路线多变、设备投入高、切换效率低,往往是产品经理与研发团队最头疼的问题。台罡多功能涂布机,正是为解决这一痛点而生。
该设备突破传统单一涂布方式的局限,创新性地将刮刀涂布、狭缝涂布、微凹涂布三种主流涂布方式集成于一体,实现“一机三用”,灵活应对不同材料体系与工艺需求:
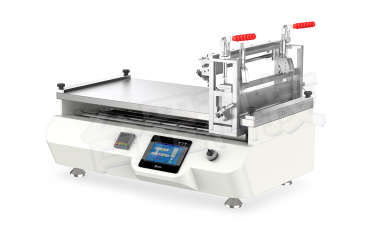
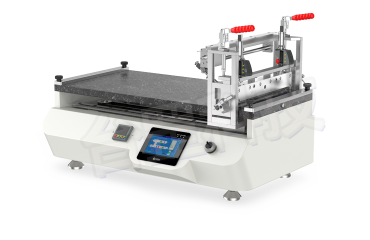
刮刀涂布:适用于高粘度浆料,涂层厚度可控范围广,是早期研发与厚涂层制备的理想选择;
狭缝涂布:精密计量供液,涂层均匀性高、材料利用率优,特别适合高精度、连续化生产的场景;
微凹涂布:采用反向凹版转移技术,对基材张力要求低,适用于薄型、易拉伸或对表面划伤敏感的柔性基材。
三种方式自由切换,无需更换设备即可覆盖从实验室配方验证到中试量产的全阶段需求。台罡多功能涂布机不仅大幅降低了设备采购与维护成本,更显著提升了工艺开发的灵活性与效率,是功能薄膜、复合材料、新能源涂层等领域研发与生产团队的理想工艺平台。
六、常见问题
涂层附着力不够
症状:涂层一拉就掉,百格测试不过关。
排查思路:第一反应别调工艺,先检查基材处理。BOPP表面能低是先天硬伤,电晕处理失效或处理值不足是最常见原因。
如果电晕没问题还不行,考虑底涂处理。涂一层水性氯化聚丙烯底涂剂,界面结合力立马改善。涂料配方里加附着力促进剂,也是有效手段。
涂布出现纵向条纹
症状:走膜方向上出现一道道深浅不一的痕迹。
排查思路:逗号刮刀的话,先看刮刀刃口是不是有磨损或缺损。微凹版的话,检查辊面网穴有没有堵塞。狭缝涂布的话,大概率是模头唇口有杂质堵塞。
涂层厚度不均匀
症状:横向厚度偏差大,边缘比中间厚。
排查思路:逗号刮刀先检查间隙调节机构有没有松动,两端间隙是否一致。网纹凹版看看网穴磨损是否均匀,用久了中间磨损比两边快是常事。狭缝涂布检查供料泵的流量稳定性,以及模头间隙是否在全幅宽内一致。
结语:别让“怎么涂”限制了你的想象力
回到最初的问题:BOPP薄膜涂布有哪些方式?
答案并不只是一份技术列表。更重要的是,你得先问自己三个问题:我要涂多厚?用什么涂料?量有多大?
想明白了这三个问题,选涂布方式就顺理成章了。