这次的问题是,非晶带材多层复合涂布后,同一卷带材上稀稀拉拉出现气泡,位置不固定,大小还不太一样。
我接到电话,也没急着下判断。这类问题,去现场之前猜是猜不准的,但脑子里可以先把可能性列出来。气从哪儿来、困在哪儿了、怎么排不出去?
围绕这三个方向,慢慢捋。
非晶带材和薄膜,差在哪了?
把话说在前面:非晶带材是钢带,不是膜。
这个区别看着简单,却直接改了涂布阶段裹入空气的形态与去向。想象一下,软膜过涂布头,它会贴服在涂布辊或背辊的曲面上,包容性很强,涂布间隙可以做得很小,气泡不容易从弯月面那儿“钻空子”。钢带的刚度高,过辊时不完全贴合,涂布间隙往往被迫拉大一些,这就给空气夹带留了机会。再者,钢带是热的良导体,干燥段的温度行为与绝热体一般的塑料膜大不相同,钢带侧升温极快,容易导致涂层贴近基材的一侧溶剂瞬间挥发或粘度剧变,若与空气侧的干燥速率不匹配,极易在涂层内部形成结皮将气泡锁死,或者因溶剂沸腾产生爆聚气泡。
一层胶、一层钢带、再一层胶、再一层膜或钢带……每增加一层,多一个产生气泡的机会。而这些气泡,很多时候不是涂布头上那一瞬间就能看到的,要等到复合辊压合之后,或者烘干之后,才慢悠悠地冒出来,那才叫折磨人。
一、先把气泡长什么样看准了
排查的第一步,从来不是调参数,而是看清缺陷本身。拿强光手电贴着带材表面斜照,找个放大镜甚至便携显微镜,一个一个气泡仔细看。
先区分涂层内部气泡还是层间气泡。用剪刀剪开一个气泡,如果是空腔,两层材料之间的胶层没贴合,说明是层间气泡。如果发现空腔完全嵌在涂层材料里面,上下都没有贯通的层界面,那就是涂层内部气泡。这两样东西的根因近乎天差地别:涂层内部气泡大概率指向浆料脱泡不彻底或干燥过快;层间气泡则指向复合工艺或基材表面状态。
再看气泡的形状与分布:是规规整整的圆形,还是被压扁拉长了的椭圆形?圆形气泡多半来自浆料自带的微泡,在涂布后受热膨胀鼓起来;被压扁或拖尾的气泡,往往是在复合辊处卷入的大气泡,经辊压发生不规则变形。同时留意气泡的同心程度,真圆度越低,气泡越不是静态鼓胀产生的,而是动态夹带。
最后记一下分布规律:是整幅都有,还是集中在某条纵带上?纵带集中伴随周期性出现,那就得往张力波动或某个辊面缺陷的方向想。随机散布、时多时少,大概率跟浆料的批次状态或设备偶发异常有关。
二、从“泡从哪儿来”开始拆
知道了气泡长什么样,接下来琢磨它们是从哪里来的。对我而言,这类问题会下意识地把可能来源分成四个入口:
浆料内部:搅进去的、反应生成的、溶剂挥发裹住的。
涂布头处卷入:弯月面不稳定、间隙宽度与湿厚度之比失控。
基材表面:钢带表面携带的微气穴或污染物造成的气体释放。
干燥段:温升过急、表层结皮封住了下层溶剂。
排查顺序大致是:A. 看基材 → B. 看浆料脱泡 → C. 看涂布头与间隙 → D. 看干燥曲线。
A. 先看钢带表面
非晶钢带的表面状态,说实话,不太可控。有的一批次带材表面会存在周期性出现的气孔带,伴随着垂直于带材长度方向的冷隔纹路。这种表面特征意味着涂料在带材表面的润湿和铺展并不均匀,微观凹陷里藏着空气,涂布液覆盖上去之后,这些被困住的空气在干燥段受热膨胀,气泡就顺着涂层的薄弱处钻出来。
另外,非晶钢带厚薄通常在 20~30微米左右,极其脆,刚刚放入产线时必须低张力运行。张力一上来,钢带不至于像膜一样拉伸变形,但容易绷得不够服帖,看上去张紧了,其实局部区域与背辊之间存在肉眼看不见的微间隙。涂布液流进间隙的空腔,空气被封闭在涂层与钢带之间,烘干时变成气泡。
钢带的氧化与吸潮状况也是一个隐性风险点。有研究已经显示非晶带材表面可能存在严重的氧化现象和元素偏析,这些表面化学状态的差异会直接改变涂层材料对基材的润湿行为。哪怕是同一批浆料,润湿不良的局部区域就更容易裹入气泡。
怎么查:
取一卷还没上线的新料,用高倍率放大镜检查贴辊面和自由面的微观形貌差异。对照气泡出现的位置,看是否集中在某一面一侧。
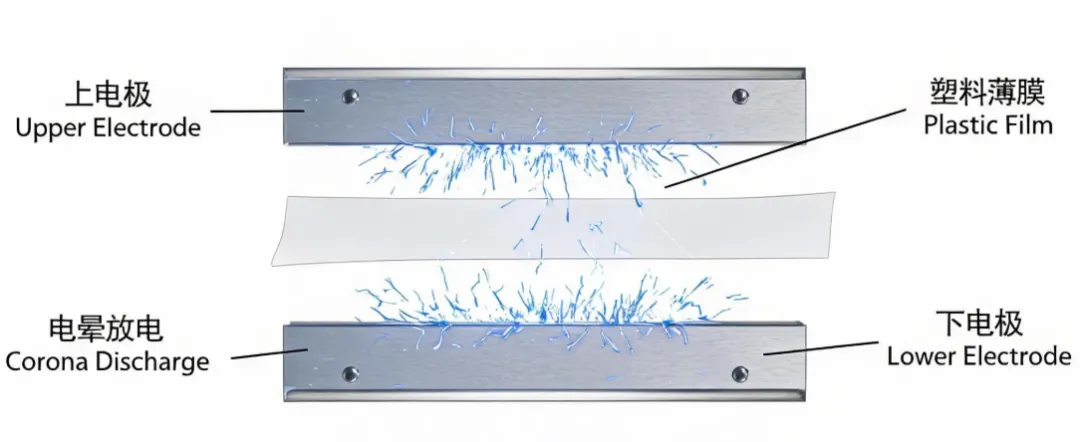
在放卷段之后、涂布头之前,加装一台等离子清洗或在线电晕处理器。等离子处理能有效清除表面吸附的有机污染物,提高基材润湿性。
涂布前设置一段基材预热,让钢带表面吸附的水分和气体在进入涂布头之前就释放掉。
采用改进型PID闭环张力控制系统,将涂布段的张力波动控制在设定值的±2%以内。非晶窄薄带材对张力波动的敏感度远超普通薄膜,这一点不能省。
B. 再看浆料脱泡
多层复合用的胶粘剂,尤其是一些高固含、含有粉体填料的产品,搅拌之后的气泡就像躲猫猫,你以为脱干净了,静置半小时,表面又浮出来一层细小泡沫。需要特别注意的一个点是:表面活性剂含量过高会明显降低体系的表面张力,反而让气泡更稳定、更难破裂。配方里助剂加多了,有时候起到的不是消泡作用,而是稳泡作用。
脱泡的本质是将气泡从高粘度介质里迁移到自由液面并使其破裂的过程。根据斯托克斯定律,气泡在高粘度流体中的上升速度与流体粘度成反比,因此同等静态静置时间下,高粘度胶粘剂内部的气泡几乎纹丝不动。这就是为什么很多人反馈明明静置了很久还是有泡的物理根源。
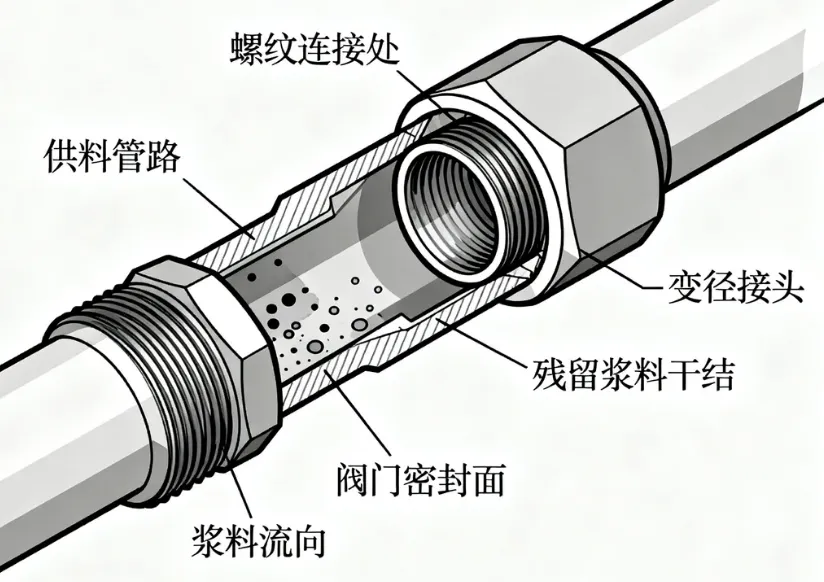
还有输胶管路,供胶泵的密封如果已经老化,会在泵的吸入侧形成负压微量泄漏,大气被连续抽吸进胶流中,形成极细微的微气泡带。这类气泡因为粒径小,在胶粘剂本体中几乎不被肉眼察觉,涂布后却在干燥烘箱中经加热膨胀聚集,最终形成离散的涂层内部气泡或针孔。
怎么查:
取一段透明管路接在涂布头供胶入口前,观察胶液中是否存在连续或间歇的微小气泡流。如果能用在线气泡传感器实时检测则更明确。
真空脱泡的真空度建议分段控制:先50-100 mbar排出大气泡,再10-20 mbar去除微泡,避免在单一高真空下引起溶剂过度挥发而改变固含量。
留意搅拌转速与时间的记录,过速或过长搅拌并不等同于更好的混合效果,反而会把更多空气“打”进浆料里。需要为每个配方确定一套搅拌曲线并固化为标准操作指导书。
连续生产的产线,考虑引进在线真空薄膜脱泡设备,用旋转离心力将浆料铺展成极薄液膜,在真空环境下让气泡在极短路径内即可逃逸——这对高固含体系尤为有效。
C. 再看涂布头
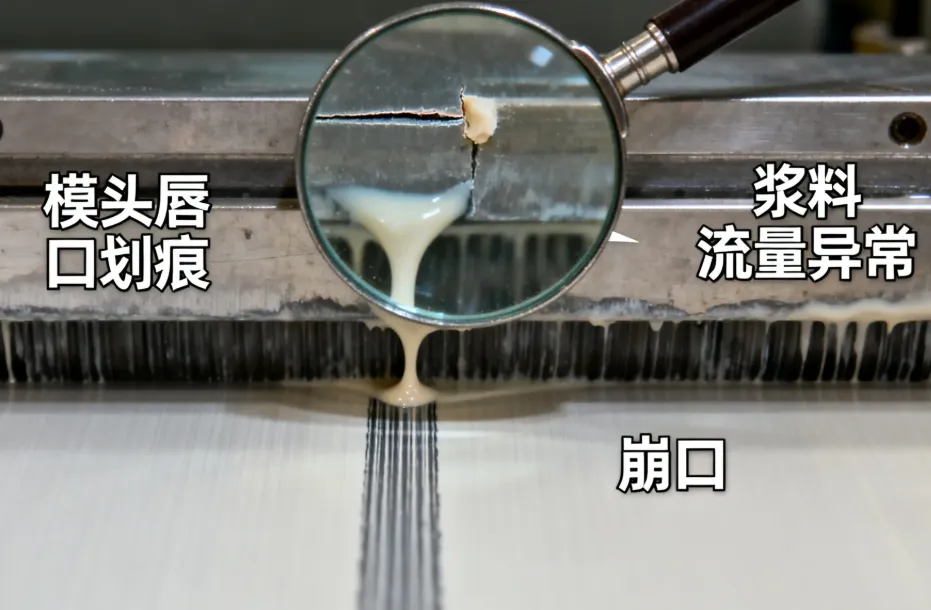
狭缝涂布在非晶钢带上应用广泛,而狭缝涂布最容易出现气泡的一个机制早已被公开讨论:涂布工艺参数若落在稳定涂布窗口边缘之外,湿涂厚度与间隙宽度比例偏低,上游弯月面退缩,空气沿基材运行方向不断进入涂层中形成气泡。更麻烦的是,即使参数在窗口内,若唇口与基材间隙偏大,弯月面也会随机波动,在涂层中间歇性地产生气泡弊病。
来,试着把话翻译成车间里能听懂的一句:涂布头的唇口和钢带之间,如果隔得太远了,浆料还没来得及封住那个口,空气就钻进去了。 你调到多少算不太远?这是需要针对这台涂布头和这款胶水单独做DOE才能定出来的。通常,减小间隙宽度与涂布厚度比,是回到稳定窗口最直接的方法,可以通过减小唇口间隙、降低基材运行速度或增加供液流量来分别实现。
怎么查:
做一个涂布窗口的快速扫描实验:固定胶水,固定涂布间隙,从低到高改变线速度,在每个速度下稳定运行至少2分钟后取样贴标。逐样对照气泡密度,画出属于这台设备和这款胶水的稳定窗口图。
调大一点供液流量,让上游弯月面略前移,观察气泡是否随之减少,如果明显减少,说明当前参数偏出窗口了。
D. 最后看干燥曲线
涂层干燥这件事也老被低估。如果一进烘箱就直接给最高温度,表层的溶剂会先挥发完毕形成一层致密膜层,表层之下的溶剂和夹带气体受热膨胀后无处可逃,最终在涂层内部形成封闭型气泡空腔。这种气泡通常均匀散布而非集中在某条线上,常伴随涂层表面轻微结皮。非晶钢带的导热速度远快于塑料膜,所以温度设定上更需要做分区渐近,而非一步到位。
非晶钢带涂层的烘干窗口极其紧凑。窗口越紧,干燥曲线的精度要求就越高,起始段稍高几度就可能量变到质变。
怎么查:
找一个能测表面温度和风速分布的红外热像仪或风速计,沿着烘箱一段一段扫过去,看有没有“热点”不合理的温度梯度。
把干燥曲线设成三级甚至四级递增:第一段低温预干,中间段升至中温,末端到高温定型。
观察提高第一段长度或降低第一段温度后,气泡密度是否有所下降,有变化就说明原来曲线确实偏急了。
可能有人会问:“四个源头排查完,我这边大部分气泡解决了,但还是偶尔蹦出来一两颗,怎么办?”
说实话,偶尔蹦出来一两颗,这在高速卷对卷涂布里不算意外。钢带这个基材,本身就带着不可控的表面变异和边缘效应。但你可以做几件事把残留风险压到更低:
优化供胶系统的脱泡工艺,涂布头至复合辊之间,加一道超声波辅助流平,超声波的高频微振动能辅助涂层中微小气泡上浮逸出,同时促进涂层自流平。这个不是理论推演,在光固化微结构压印的研究中,采用合适的树脂涂布方式已被证实能大幅抑制气泡缺陷。
收卷张力梯度管理:越往外层,张力逐层递减,避免收卷后因挤压导致微小气泡扩大。
把抽样比例往上提,不只看卷头卷尾,中间随机拆开查看,早发现微量气泡的劣化趋势。
写在最后
非晶多层复合涂布这条路,走得越深越觉得,做工艺的人比拼的不是谁调参数更快,而是谁拆问题拆得更准。
你看得见的那些气泡,只是无声的信号,有些是钢带本身的问题,有些是胶水的问题,有些就是设备偶尔的一个疏忽,但肯花心思拆解信号的人,才是能掌控产线的那个。