买了最贵的设备,却做不出最好的产品?
这大概是涂布行业里最扎心的痛。
很多老板或项目负责人在产线规划初期,容易陷入一个误区:盯着参数表看,觉得精度高、速度快就是好。结果设备落地,浆料挂不住、干燥裂膜、厚度不均……问题层出不穷。这时候再想改?那是真金白银的学费。
涂布不是简单的“把液体抹在基材上”。它是流体力学、材料流变学、热力学和机械控制的博弈。选错机型,就像让短跑运动员去跑马拉松,天赋再好也白搭。
今天,咱们从实战角度拆解逗号刮刀、微凹涂布、狭缝挤压这三种主流机型有什么区别?
一、三大主流涂布技术
每种涂布头的设计初衷,都是为了征服特定粘度范围和涂层厚度的浆料。强行跨界,往往意味着妥协。
1. 逗号刮刀涂布机
适用场景:锂电池正极、陶瓷基板、厚重保护膜。
核心逻辑:利用刮刀与背辊形成的楔形间隙,通过剪切力控制厚度。
优势:
吃浆量大:对高粘度、含大颗粒的浆料容忍度极高。
结构简单:维护方便,清洗相对容易。
厚度范围广:轻松应对几十微米甚至上百微米的湿膜。
痛点:
低速运行时容易产生“条纹”缺陷。
对浆料的触变性敏感,配方微调可能导致厚度波动。
真的适合超薄涂层吗? 很难。当目标湿膜低于10μm时,刮刀的微小振动都会被放大成灾难。
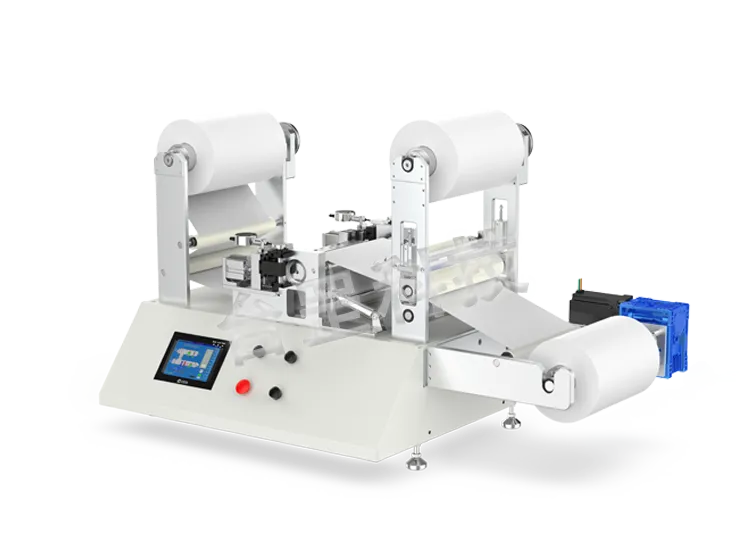
2. 微凹涂布机
适用场景:光学膜、功能薄膜、锂电负极、极薄离型剂。
核心逻辑:网穴储存定量浆料,通过转移率控制上液量。
优势:
精度惊人:能稳定控制在±1%甚至更低的公差范围。
超薄能力:干膜做到1μm以下也不是梦。
无接触风险:相比刮刀,对基材表面损伤小。
痛点预警:
怕脏! 浆料里的一个大颗粒就能堵死网穴,造成漏涂。过滤系统必须极其严格。
换单成本高:不同厚度需要更换不同线数的辊筒,备件库压力大。
高粘度浆料转移困难,容易出现“橘皮”现象。
3. 狭缝挤压涂布机
适用场景:钙钛矿电池、高端光学胶、对溶剂挥发敏感的浆料。
核心逻辑:浆料在压力下从狭缝挤出,形成液桥直接贴合基材。
优势:
封闭系统:溶剂挥发少,环保且配方稳定性好。
响应快:调整泵速即可瞬间改变流量,适合在线反馈控制。
无剪切发热:对剪切敏感的材料(如某些纳米银线)非常友好。
痛点预警:
调试门槛高:需要精确匹配粘度、表面张力和速度,否则液桥断裂或溢边。
启动废料多:建立稳定液桥需要时间,接片损耗较大。
对基材平整度要求苛刻,稍有抖动就“翻车”。
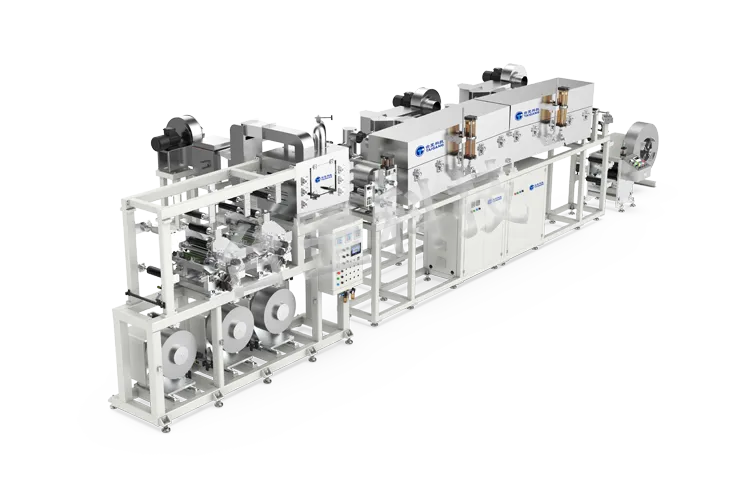
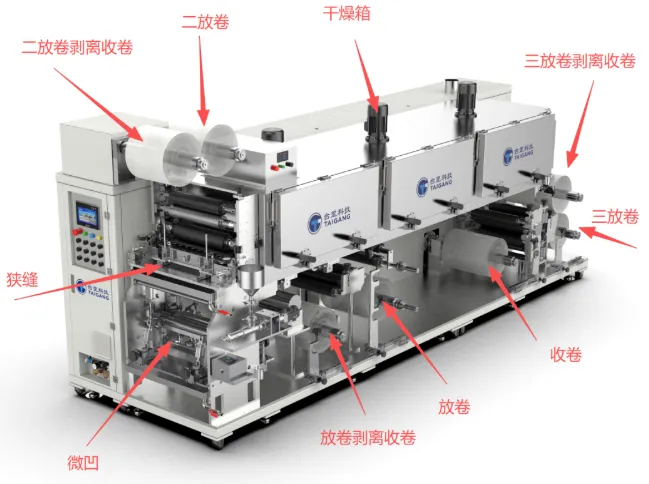
台罡将逗号刮刀涂布、微凹涂布与狭缝挤压涂布三种核心技术模块化集成于一体,通过快速切换涂布头,实现从低粘度功能涂层到高粘度厚涂层的宽幅工艺覆盖,兼顾了实验室研发的灵活性与大生产的稳定性;广泛应用于锂电行业、光电显示、柔性电子、医疗耗材以及包装材料等领域,能够制备包括极片底涂、隔膜涂覆、OCA光学胶、量子点膜、离型膜、抗静电膜、耐高温胶带、电池包装膜、可降解涂层纸及柔性覆铜板在内的多种高端功能薄膜产品。
二、怎么选?
看完上面这些,你可能更焦虑了,感觉哪个都有道理,又哪个都有坑。
在掏钱之前,请拿着你的产品规格,诚实回答这三个问题。这比看任何参数表都管用。
Q1:你的浆料粘度有多高?流平性如何?
粘度是多少? <500 mPa·s 考虑微凹或狭缝;>2000 mPa·s 逗号刮刀可能更稳妥。
固含量和粒径? 如果有大颗粒(>10μm),微凹版的网穴就是陷阱。
溶剂挥发快吗? 快干溶剂用开放式涂布头(如刮刀、凹版)容易导致堵头或干斑,狭缝挤压或许是解药。
Q2:你的涂层干厚是多少?对均匀性的要求是多少?
不要只看平均值,要看公差带。
如果客户要求±5%,逗号刮刀努努力也许能行。
如果要求±1%甚至更低,别犹豫,微凹版或带闭环控制的狭缝挤压是必选项。
注意:湿膜厚度与干膜厚度的收缩比,往往被低估,导致最终厚度超标。
±2微米就能接受:逗号刮刀可能是最经济的选择。
必须控制在±1%以内:别想了,只能上狭缝挤压。
Q3:生产节奏是怎样的?
多品种、小批量? 频繁换单会让微凹版换辊累死人,逗号刮刀调节间隙可能更灵活。
单一品种、24小时不停机? 狭缝挤压的稳定性优势将无限放大,一旦调好,它能跑几个月不出事。
三、举个例子
我们之前有个客户,要做一款高粘度的导热胶带,要求干厚100微米,均匀性±3微米。采购部拿了一堆微凹版和狭缝挤压的报价,都准备签合同了。我看了后,给他们提了个建议:
粘度太高:微凹版根本带不起浆料。
厚度太厚:用狭缝挤压当然能做,但供液系统成本高,模头磨损风险大,有点“杀鸡用牛刀”的意思。
精度需求:±3微米的精度,对于100微米的涂层来说,相对精度只有±3%,这是逗号刮刀完全能胜任的。
最后,他们选了一台台罡高精度逗号刮刀涂布机。结果呢?不仅设备成本省了将近一半,而且调试顺利,量产稳定,操作工反馈也好。
四、没有最好的设备,只有最匹配的工艺
涂布是一门“遗憾的艺术”。
不要迷信进口品牌,也不要盲目追求国产化低价。 关键看设备厂家是否懂你的材料,是否能提供针对性的工艺包。 有时候,一个经验丰富的工艺工程师协助调试,比换一台新机器更管用。
最后留个思考题:
如果你的下一代产品需要从目前的20μm干膜升级到5μm,现有的逗号刮刀产线是直接淘汰,还是可以通过改造(如更换高精度刮刀、增加闭环测厚)来延续生命?
欢迎在评论区聊聊你踩过的“选型坑”,或者分享一次成功的“逆袭”经验。毕竟,别人的教训,就是我们省下的真金白银。