你是不是也遇到过这种场景?明明配方一样,参数没动,偏偏就出来一堆纵向条纹。很多工程师第一反应就是:这批次材料不行!或者这台老设备又该大修了!
今天,咱们就彻底扒一扒,这些烦人的线条是从哪来的。
你的条纹属于哪种类型?
遇到问题最怕眉毛胡子一把抓。在拆机器之前,咱们先冷静下来,仔细观察一下条纹是什么样的?什么时候出现的?
它是细如发丝,还是粗如手指?
毫米级的细条纹,问题大概率出在涂布头,比如刮刀或模唇有微小的豁口或异物。
厘米级的宽条带,那就要怀疑背辊是不是有凹陷,或者基材本身的厚度公差太大了。
它是什么时候出现的?
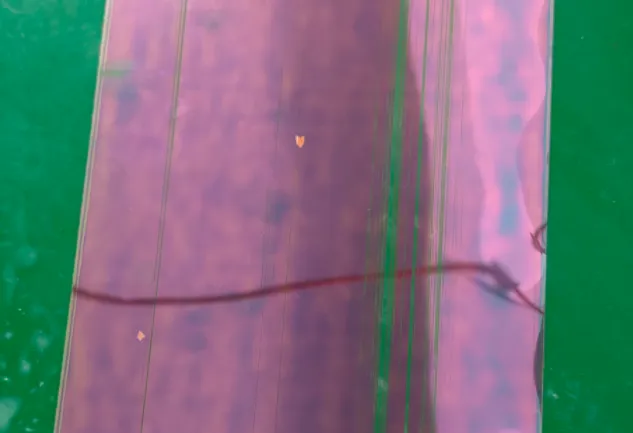
从头到尾,位置固定的一条线,你懂的,这多半是物理损伤,比如模唇上的硬伤。
断断续续,时有时无,那流体和供料系统的嫌疑就很大。是不是浆料里有气泡?或者泵的脉动太厉害了?
它在哪个位置出现的?
边缘密集,中间干净。这还用想?肯定是挡板或者垫片边缘有干结的涂料块,把料给“挡”住了。
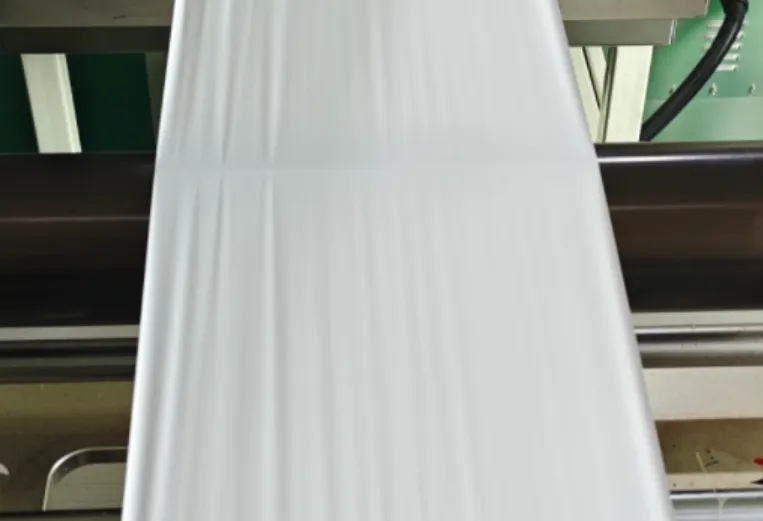
中间区域有规律的水波纹。这往往指向干燥箱。是不是热风风速太大,把湿膜给“吹皱”了?
把这些问题搞清楚,你的排查方向就清晰了一半。
条纹到底从哪来?
纵向条纹的源头,说白了,跑不出下面这几个方向。
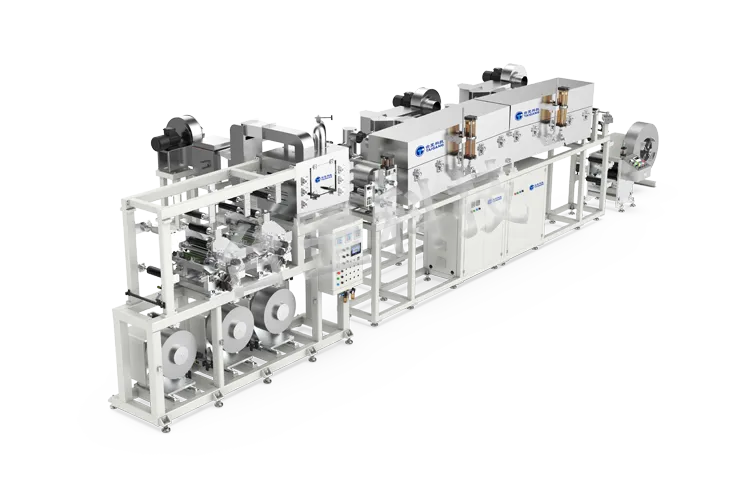
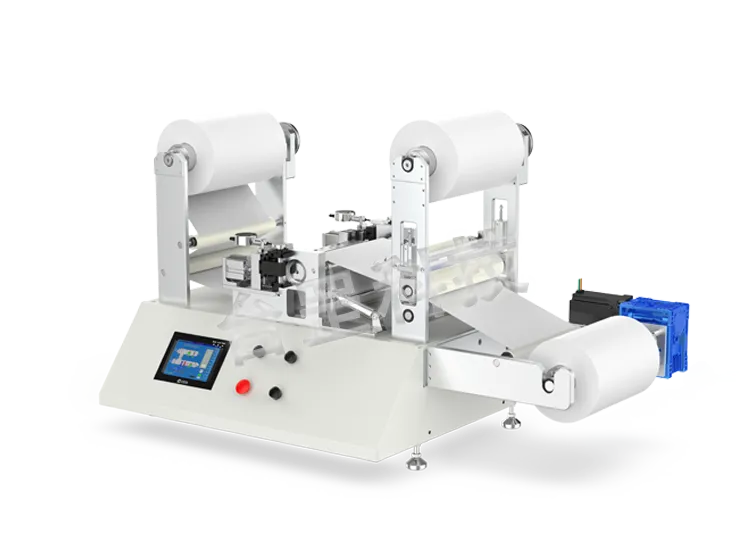
1. 涂布头
这是决定涂层初始状态的地方,也是问题最集中的区域。
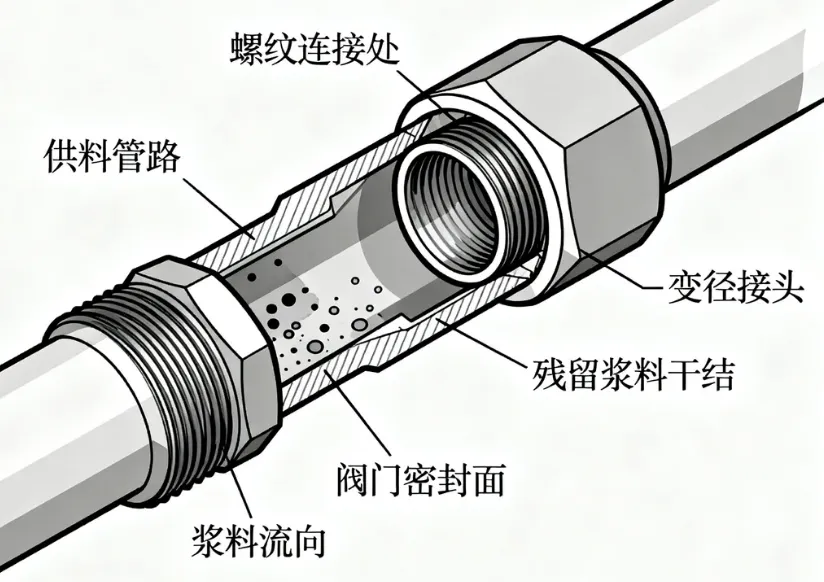
哪怕是一个肉眼几乎看不见的干结颗粒卡在模唇上,都会像河里的石头一样,在其后方形成一个持续的“贫液区”,拉出一条长长的条纹。你甚至想象不到,一根头发丝直径十分之一的划痕,就能给模头造成“永久性伤害”。
现在的狭缝涂布模头对温度很敏感。如果模头两边温度不一样,金属热胀冷缩的差异,会让模唇间隙发生微观的弯曲。
垫片没装平、有折痕,都会让涂料分配不均。如果是多层垫片,安装时更要打起十二分精神。
2. 基材与背辊
如果基材本身就有纵向的厚薄条纹,比如一些拉伸不均匀的薄膜,涂布后这些缺陷反而会被涂层放大。
支撑基材的背辊,如果表面有异物或者凹坑,就会导致基材在涂布点产生局部的凹凸,涂布间隙一变,条纹自然就来了。
3. 烘干
微小的气泡在模头里破裂,会在涂层上留下一道细长的痕迹。所以,务必检查脱泡设备和供料管道有没有漏气。
湿膜刚进烘箱,如果热风风速过快、过猛,直接就把湿膜吹出纵向的“风痕”。这种条纹,通常从烘箱入口就开始了。
涂层表面溶剂挥发太快,会导致局部温差,引起表面张力不平衡(也就是常说的马兰戈尼效应),从而形成微观的纵向对流条纹。
怎么排查?
这么多可能性,总不能一个个试吧?我们内部常用的诊断流程:
第一步:
停机! 带上高倍放大镜,仔细检查涂布头唇口,找物理损伤、干结的浆料块。用手摸一下背辊表面,感受有没有凹凸不平。很多时候,问题就藏在那一粒你用肉眼几乎看不见的碳化颗粒上。
第二步:
如果静态没发现问题,那就让机器以30%-50%的极低速度跑起来。关键观察点:如果低速下条纹消失,说明问题大概率出在流体状态或干燥速率上;如果条纹依旧清晰,那基本可以锁定是硬件损伤或有大颗粒异物卡住了。
第三步:
这是最考验功力的环节。设计一个最简单的对照试验:
换一桶经过更细过滤的浆料。如果条纹消失,锁定是过滤问题。
换一卷基材。如果条纹跟着基材走,锁定是来料问题。
关掉一小段烘箱加热。如果条纹有变化,锁定是干燥工艺问题。
常见问题
Q:为什么刚开机时好好的,生产半小时后就出现条纹?
A:大概率是刮刀逐渐磨损,或者涂布辊表面慢慢粘上了脏东西。建议中途停机检查一下涂布头状态。
Q:条纹只在做某个特定产品时出现,换另一个产品就没事?
A:这说明该产品的浆料特性(比如粘度、固含量)和你的设备参数不太“来电”。试着调整一下涂布速度或浆料粘度,会有惊喜。
Q:湿膜看起来完美,一进烘箱就出条纹?
A:没跑了,问题就在干燥过程。重点检查烘箱的温度分布和风嘴设计,是不是太“暴力”了。
你在处理纵向条纹时,遇到过最离谱、最让你哭笑不得的原因是什么?是车间里哪个角落的空调出风口直吹?还是某颗你打死也想不到会松动的螺丝?
欢迎来评论区聊聊你的“踩坑”故事。要知道,你的宝贵经验,可能正是别人苦寻的“解药”。