在涂布的世界里,没有什么比看到平整的湿膜表面突然冒出一堆麻点更让人血压升高的了。
这种缺陷,有人叫它缩孔,有人叫它鱼眼,还有人叫它麻点。不管叫什么,结果都一样:良品率暴跌,老板脸色变差,工艺工程师背锅。
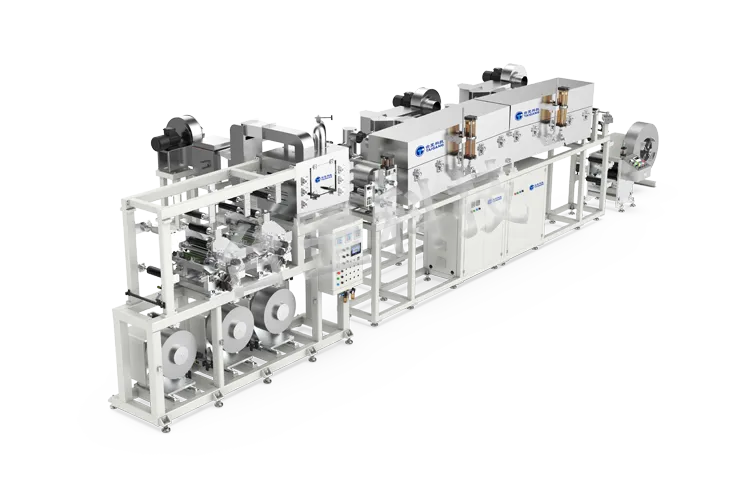
在台罡科技,我们每天面对各种客户带来的打样材料 ,高粘度的浆料和精密的涂布机,见过太多因为一个小小的麻点而导致整批物料报废的案例。很多时候,大家第一反应是“材料不行”或者“机器不行”,然后开始盲目清洗或者找研发吵架。
停一下。
麻点的产生,本质上是表面张力失衡或者异物干扰。如果不分青红皂白地乱调参数,只会让情况更糟。今天,我们直接从实战角度,把这个麻点问题给解决了。
一、什么是麻点?
这里说的“麻点”其实是个统称。操作工喊麻点,工艺员喊鱼眼,老板看的是缩孔,但真正的原因可能差着十万八千里。
常见的有这么几类:
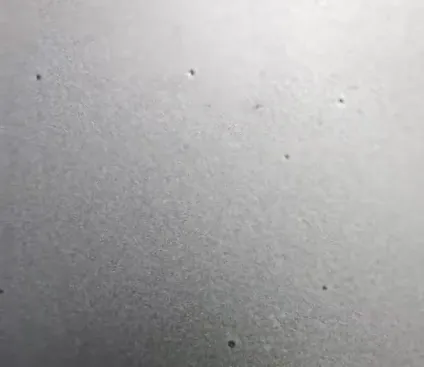
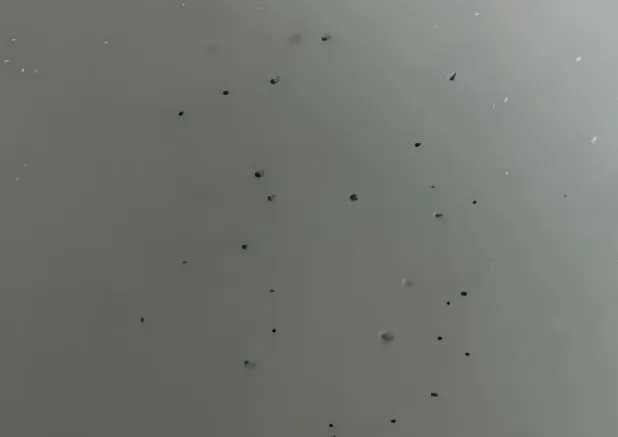
气泡型麻点——涂层表面有圆形或椭圆形的凹坑,坑底能看到基材。用手电筒斜着照,反光面能看到一圈一圈的纹路。
异物型麻点——凸起的颗粒,或者中间有个核的凹坑。拿放大镜看,能发现核心处有东西。
缩孔型麻点——像火山口一样,边缘凸起,中间凹陷。这是表面张力惹的祸。
干燥不均型麻点——表面不平整,像橘子皮,但局部会有更深的凹陷点。
你问操作工,他可能就一句话:“就是麻子脸呗。” 但你要想解决问题,第一步得把“麻点”长什么样确定下来。这一步能省下后面80%的试错时间。
二、麻点成因
1. 看分布规律
麻点是均匀分布在整个幅面上,还是集中在某一边?是周期性出现,还是随机乱蹦?
均匀分布 → 大概率是浆料或干燥的问题
集中在某一边 → 检查那一侧的刮刀、供料口、风嘴
周期性出现 → 转动的辊子、背辊、导辊上有脏东西或者损伤
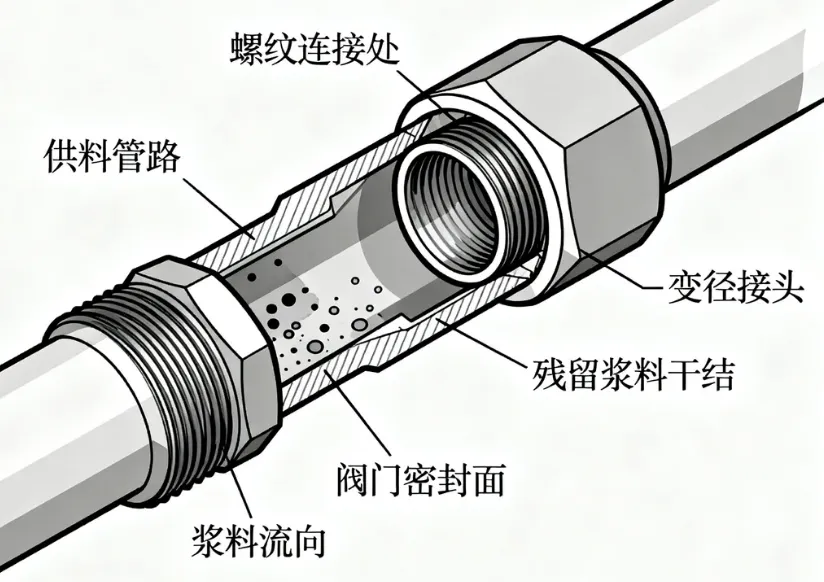
随机出现 → 环境异物、供料管路有杂质
2. 确认出现时机
开机前几分钟有麻点,跑起来就没了?还是跑了半小时之后突然冒出来?
刚开始有,后面消失 → 引带接头处的残留物、设备预热不足
跑一段时间才有 → 浆料在料槽里静置时间太长、过滤堵塞、温度变化
3. 做个交叉验证
换个基材、换一批浆料,或者把涂布速度降一半。看麻点还在不在。
这一步不指望解决问题,目的是把问题圈定在一个范围内——到底是材料的事、设备的事,还是工艺参数的事。
三、解决方案
气泡型麻点
根源:浆料里的气泡跑到涂层表面,干燥时气泡破裂,留下一个坑。
常见原因:
浆料脱泡不彻底
供料管路有漏气点,泵在抽的时候把空气搅进去了
料槽液位太低,供料口冲击产生气泡
涂布速度太快,浆料在刮刀前形成涡流卷进气泡
怎么解决:
浆料抽真空脱泡,静置时间给足(别信什么“边搅边用”)
检查供料系统,特别是接头和密封圈
料槽保持合理液位,加个挡板缓冲供料冲击
速度降下来试一下,找到气泡开始出现的临界点
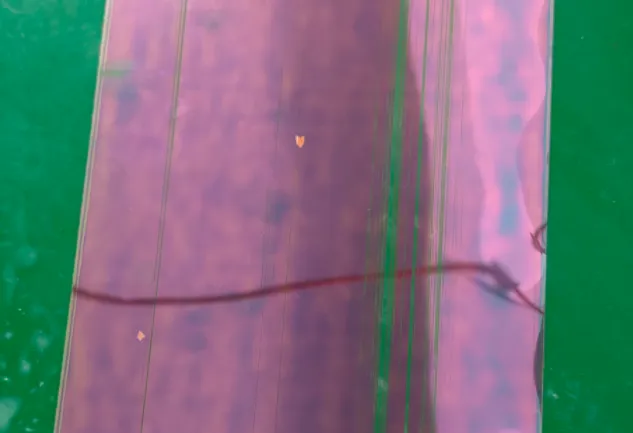
异物型麻点
根源:不速之客混进了浆料里,或者落在湿膜上。
常见原因:
浆料过滤精度不够,或者滤芯破了
料槽、刮刀、背辊没洗干净,有干料残留
车间环境不行,灰尘掉上去(这行干久了你就知道,涂布间搞成正压送风有多重要)
基材背面带进去的脏东西,跑到正面来
怎么解决:
过滤系统升级,该换滤芯就别省
清洗流程标准化,特别是换型号的时候,别留死角
涂布头区域做局部净化,哪怕加个FFU也管用
基材背面的清洁,用粘尘辊或离子风枪
缩孔型麻点
根源:表面张力不平衡,低表面张力的污染物把涂层“推开”了。
常见原因:
基材表面有油污、指纹、脱模剂残留
浆料里混进了不相容的物质(比如上一锅的残留)
润湿剂加多了或者加少了,表面张力没调对
怎么解决:
基材电晕处理,打达因值,别凭手感
清洗管路和料槽,有时候问题就出在那些你以为洗干净的地方
调整润湿剂用量,做个小梯度试验,找到合适范围
干燥不均型麻点
根源:干燥速度太快或者不均匀,表层先干了,里头的溶剂出不来,顶破表面。
常见原因:
烘箱温度设置太高,特别是第一段
风速太大,把湿膜吹出纹路
风嘴堵塞或者分布不均,左右干燥速度不一样
怎么解决:
烘箱温度重新设定,第一段温度降下来,让溶剂慢慢挥发
风速调小,宁可慢一点,别把膜面吹坏了
检查风嘴,清理堵塞,用风速仪测一下左右是否一致
四、一些容易被忽视的地方
过滤芯的更换周期——有些厂家的滤芯标称能用多少小时,但实际得看你浆料的固含量和粘度。粘度高的,滤芯寿命得砍半。别等到堵了再换,那时候已经影响供料稳定性了。
刮刀背面的清洁——逗号刮刀,正面擦得锃亮,背面呢?背面挂着的干料,说不定什么时候就掉下来,混进浆料里。
背辊的包胶——橡胶辊用久了会老化、龟裂,那些裂纹里藏着东西,压到涂层上就是一个麻点。定期检查,该换就换。
环境温湿度——特别是做水性浆料的,湿度一高,水分凝结在刮刀上,滴到涂层里就是一个坑。车间温湿度控制不是摆设。
操作习惯——操作工加料的时候,桶底有没有搅匀就直接倒?滤袋的扎口有没有扎紧?这些小动作,直接影响品质。
五、写在最后
麻点这事儿,说大不大,说小不小。
但如果你每次都靠“蒙”来解决问题,那这行干不长久。
建立自己的排查逻辑,形成固定的检查清单,把每次问题都记录下来。 这才是工程师该做的事。
对了,如果你用的涂布机是台罡的,排查问题的时候,调出来看一眼速度、张力、温度、供料泵转速,比你自己猜要准得多。
涂布这行,没有解决不了的问题,只有还没找到的原因。