涂布行业的老师傅都知道,气浮式烘箱和精密程控烤箱,虽然都叫烘箱,但干燥原理、适用场景、甚至对整个涂布质量的底层影响,完全是两码事。
今天咱们就来聊聊气浮式烘箱与精密程控烤箱的区别。
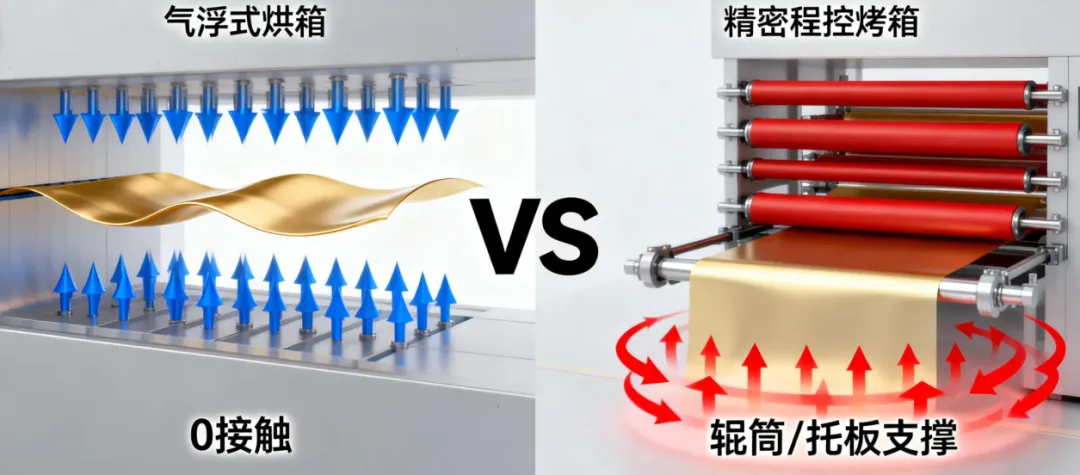
一、核心区别:一个托着走,一个悬着吹
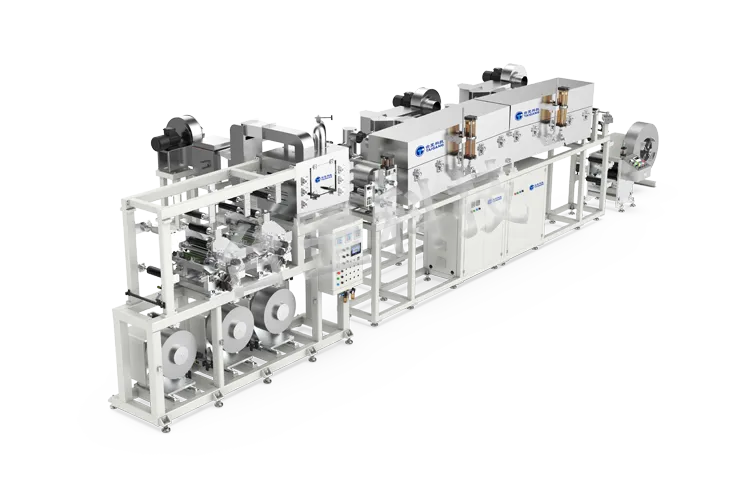
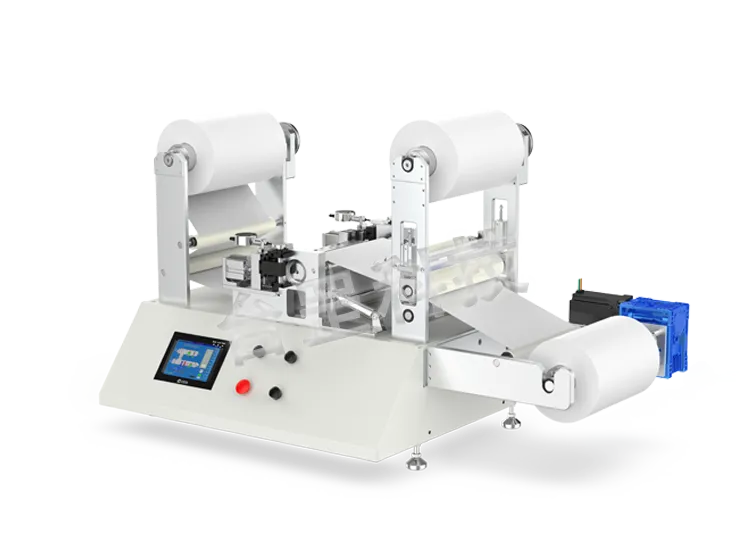
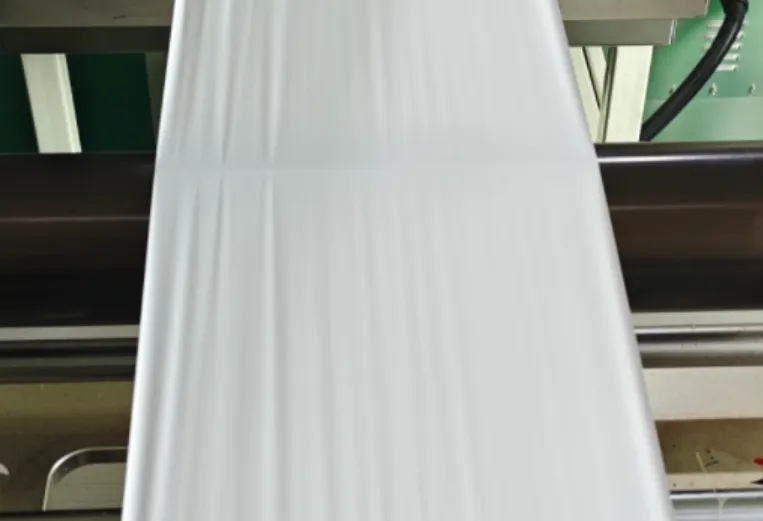
气浮式烘箱:靠上下两组精密设计的气嘴阵列,在基材上下表面形成一层稳定的空气“气垫”。基材在整个干燥过程中完全不接触任何辊筒或托板,处于悬浮状态。
精密程控烤箱:本质是静态或半静态的热风循环系统。基材在烤箱内部通常由辊筒支撑或直接铺设在托板上,通过热风对流进行干燥。
一句话总结:气浮式是动态悬浮干燥,精密程控是静态支撑干燥。
这个差异看起来简单,但对涂布质量的影响,可大了去了。
二、烘箱支撑方式
微凹版涂布本身涂层极薄,涂层还处在未完全干燥的“湿态”时,如果基材在烘箱里被辊筒支撑,任何一点辊面不平、辊间张力波动,都会在涂层表面留下物理接触痕迹。
气浮式烘箱呢?基材全程悬浮,0接触。
这不是什么高深的理论,就是物理接触的问题。你去车间看看那些精密光学膜、电池隔膜涂布线,清一色气浮式烘箱——不是因为他们有钱,是因为精密程控烤箱根本过不了关。
三、干燥效率
从热力学角度拆解一下:
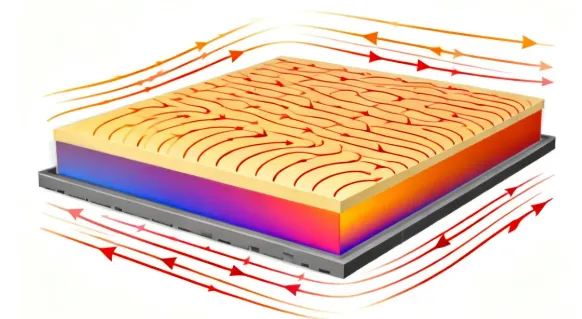
精密程控烤箱主要靠热空气对流+热辐射。基材静止或低速通过时,热量从表面往内传递。这种方式的局限在于——热传递速度受限于空气流动状态和基材导热系数。涂层越厚,干燥时间呈指数级增长。
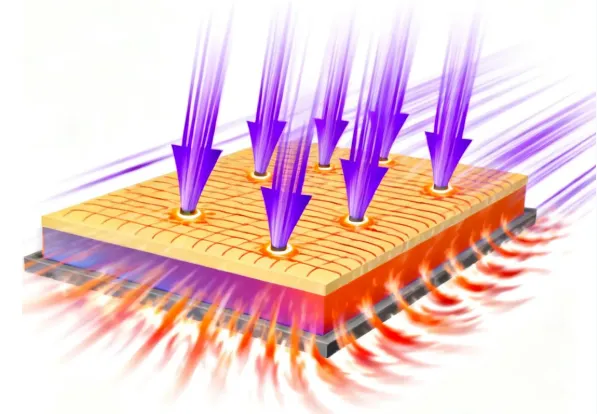
气浮式烘箱玩的是强化对流换热。气嘴高速喷出的热空气直接冲击涂层表面,破坏了边界层,热交换效率提升3-5倍。同时,气嘴的排列角度、间距、孔径都是经过流体力学模拟优化的,保证干燥均匀性。
四、张力控制
精密程控烤箱里,基材由辊筒支撑。辊筒之间的速度差、轴承阻力、辊面摩擦系数变化,都会导致张力波动。张力一波动,涂层厚度均匀性直接受影响。
气浮式烘箱在悬浮状态下,基材与任何硬质表面无接触,张力控制只取决于放卷和收卷的闭环控制系统,中间段几乎没有外界干扰。对超薄基材而言,这是能否连续生产的决定性因素。
我见过一个做超薄铜箔涂布的厂家,精密程控烤箱试了一个月,断带率超过30%。换成气浮式烘箱后,断带率直接降到2%以下。不是设备贵不贵的问题,是能不能做的问题。
五、你的产品适合哪种?
气浮式烘箱更适合:
涂层厚度<20μm
基材厚度<50μm
表面质量要求极高
涂布速度>30m/min
需要双面干燥
精密程控烤箱更适合:
厚涂层>50μm
基材厚实、刚性好
小批量多品种生产
实验室打样或低速线
预算相对有限
六、设备选错怎么办?
如果你已经上了产线,但不确定烘箱选型是否合理,给你一套简单粗暴的诊断流程:
第一步:看缺陷类型
出现规律性条纹、擦痕、亮点 →如果是接触式支撑造成的 → 考虑气浮式
出现干燥不匀、边缘过干中间湿 → 气流组织或温控问题 → 先优化精密程控烤箱的风嘴布局
第二步:测张力波动
在烘箱入口和出口各贴一个张力传感器,连续记录30分钟
波动超过±10%且与缺陷出现频率吻合 → 支撑方式或张力控制需要重新设计
第三步:算干燥效率
测一下当前涂布速度下,涂层完全干燥所需烘箱长度
如果实际长度<理论长度,说明干燥效率不足 → 要么降速,要么换气浮式
七、常见问题
Q:气浮式烘箱是不是什么涂层都能做?
也不是。超高固含量、触变性极强的浆料,悬浮状态下容易产生流平问题。这种情况下需要结合具体浆料特性做气嘴结构定制。
Q:精密程控烤箱能不能改造成气浮式?
硬件上很难。风箱结构、风嘴设计、风机选型、温控分区都得重来,不如直接换。但有些厂家会做“半气浮”改造,在原有烤箱内增加非接触支撑单元,性价比不错。
Q:成本差多少?
一条1.2米宽、15米长的烘箱段,精密程控烤箱大概40-60万,气浮式烘箱120万起。但算上良率提升、速度提升、材料节省,很多客户一年就回本了。
选设备这件事,有时候不是买贵了,而是买错了更贵。