涂层又掉了?
辛辛苦苦调出来的涂料,产线上明明涂PET涂得挺好的,测试也都过关,结果一到客户手里,或者做完环境测试。
啪!涂!层!掉!了!
附着力到底难在哪?
PET涂布附着力问题,绝对是涂布界的头号天敌:藏得深、破坏大、原因杂,不知道让多少工程师半夜睡不着觉。
今天,咱们就把它掰开揉碎,一次讲透,彻底搞定这个老大难
附着力的本质是什么?
很多人以为附着力就像胶水粘东西,简单粗暴。
但其实背后是四种机制在暗中合作:
机械互锁:涂料渗进基材表面的微小孔隙,像下锚一样锁住,形成锚定效应
化学键合:涂层和基材分子形成强力化学键
物理吸附:普遍比较弱
扩散理论:针对高分子材料,分子链互相渗透(针对聚合物)
我们平时遇到的附着力问题,说白了,其实就是这些力没扛住内部或外来的压力。
五大元凶,问题到底出在哪儿?
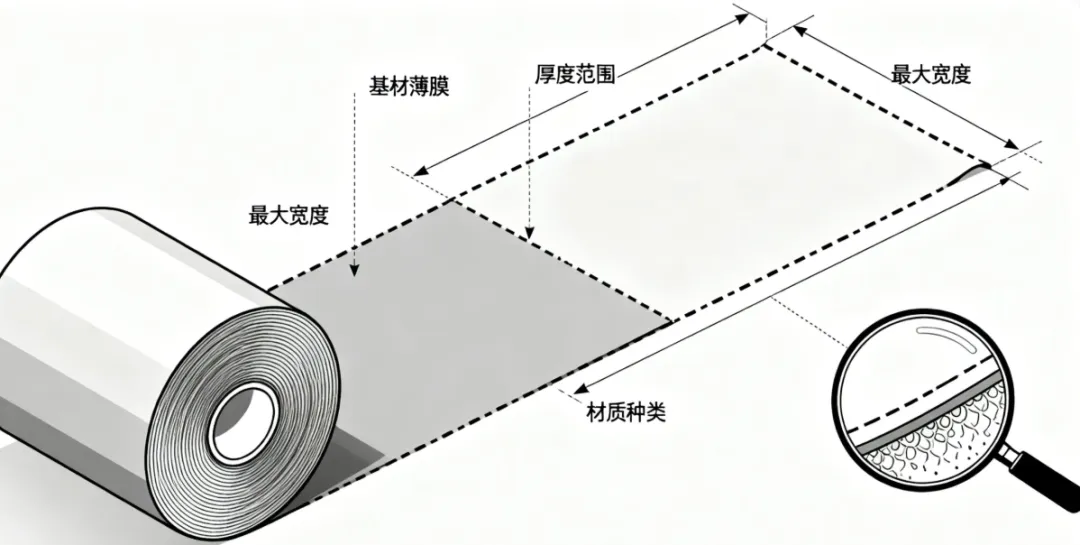
基材表面--90%的问题出自这儿
表面能太低:像PP、PE、PTFE这种,天生就是不粘锅
没洗干净:油污、脱模剂、灰尘形成弱边界层
太光滑或太粗糙:要么没地方抓,要么藏空气
化学惰性:压根没有可反应的活性基团
涂料配方--药开对了吗?
树脂选错:极性不匹配
溶剂干太快:表面结皮,里面溶剂挥发憋出应力
添加剂帮倒忙:比如润湿剂、流平剂跑到界面反而坏事
没加附着力促进剂:缺了硅烷偶联剂这种牵线搭桥的
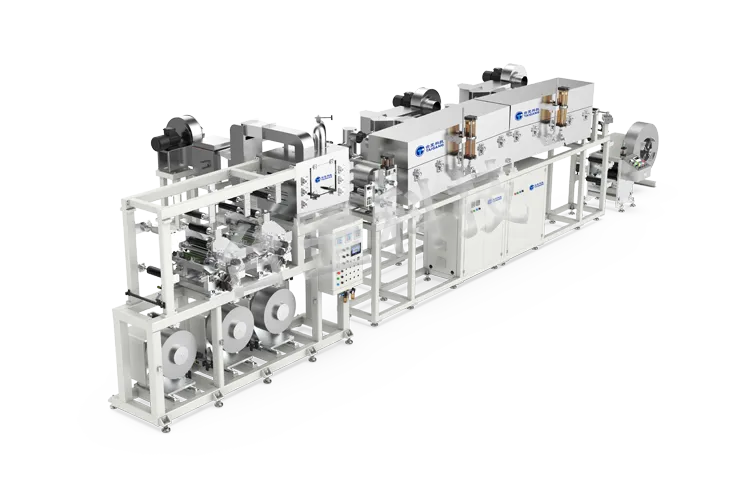
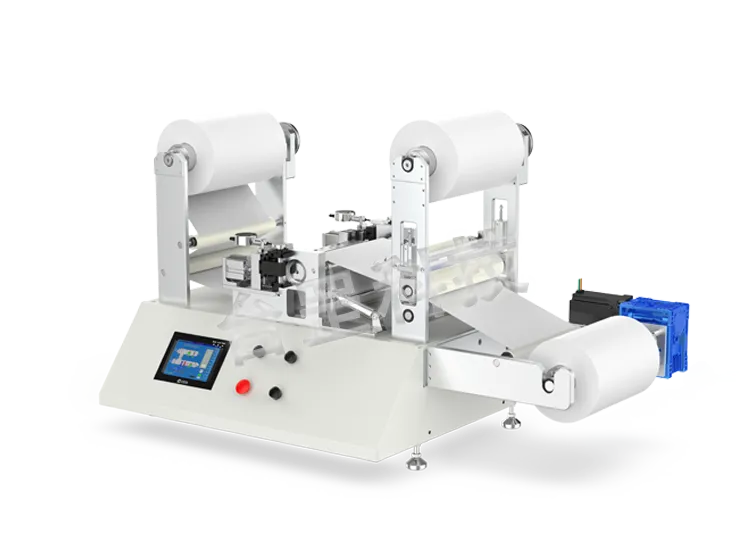
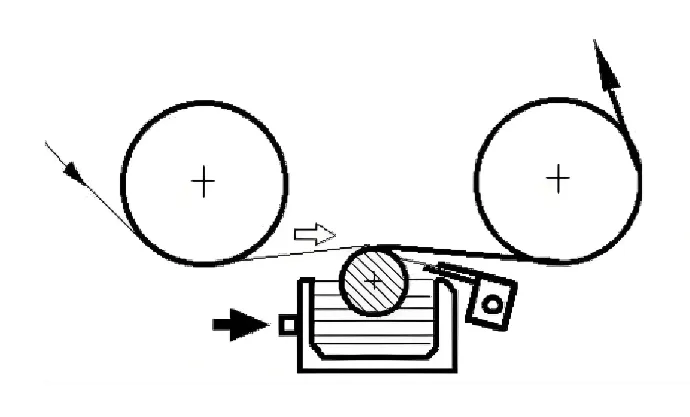
涂布设备--直接影响产品的性能指标

台罡PET薄膜涂布机
工艺过程--细节控必看
涂布方式不对:剪切力影响涂料渗透和铺展
干燥/固化没控好:内应力主要来源
溶剂挥发太快 → 形成梯度应力
固化收缩太大 → 直接把涂膜扯下来
固化不够或过度 → 强度不足或者变脆
环境和后加工
湿热环境:化学键(比如酯键)被水解
冷热循环:热膨胀系数不匹配,来回拉扯
机械加工:分切、弯折直接上外力
现场如何快速诊断附着力问题?
做完测试,看破坏位置:
从界面脱落:粘附失效 → 界面结合问题(清洁度/表面能)
涂层内部断开:内聚失效 → 涂层自身强度问题(固化/配方)
两个地方都有:混合失效 → 最常见,要综合排查
想真正涂布附着力解决问题,要靠系统思维:
基材 → 涂料 → 工艺 → 环境,全部都要考虑到。
从头抓起:基材处理不能心存侥幸。
配方配合工艺:设计时要考虑产线实际条件。
管好应力:把内应力当作关键指标来控。
测试不能少:建立标准验证流程,有变动就得重新验证。